
Инструкция по обследованию и технологии ремонта барабанов котлов высокого давления
ИНСТРУКЦИЯ
ПО ОБСЛЕДОВАНИЮ И ТЕХНОЛОГИИ РЕМОНТА БАРАБАНОВ КОТЛОВ ВЫСОКОГО ДАВЛЕНИЯ
УТВЕРЖДЕНО Приказом Министерства энергетики Российской Федерации от 30 июня 2003 г. N 268
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая Инструкция СО 153-34.26.608-2003 составлена с учетом накопленного опыта проведения ремонтных операций, результатов научно-исследовательских работ, опыта эксплуатации отремонтированных барабанов, а также в связи с выходом новых нормативных документов (НД). Применяемые в настоящей Инструкции обозначения указаны в приложении А.
1.2. Настоящая Инструкция распространяется на ремонт барабанов из сталей 16ГНМ, 16ГНМА, 22К, 20К, 20Б, 16М и 15М котлов высокого давления. Возможность ее использования для ремонта барабанов из других материалов определяется экспертной организацией в установленном порядке.
1.3. Решение о проведении ремонта барабана принимает владелец оборудования по результатам контроля, выполненного согласно [1] или другими НТД, либо по результатам внеочередного контроля, который может быть рекомендован экспертной организацией.
1.4. После удаления дефектов проводящая ремонт организация выполняет расчеты на статическую прочность в соответствии с "Методическими рекомендациями по расчету на прочность отремонтированных барабанов котлов высокого давления" (приложение Б), при необходимости - на хрупкую прочность для определения допустимого диапазона температуры гидравлических испытаний с целью исключения хрупкого разрушения - в соответствии с "Методическими рекомендациями по расчетному обоснованию выбора температуры гидравлического испытания барабана после ремонта сваркой" (приложение В), а также на циклическую прочность - в соответствии с "Методическими рекомендациями по расчету циклической долговечности барабанов котлов" (приложение Г).
На основании анализа результатов расчетов принимают решение о возможности дальнейшей эксплуатации барабана при номинальном или пониженном давлении, либо о необходимости восстановления расчетных сечений путем наплавки на поверхность отверстия или (и) обечайки, или (и) днища.
Расчет на циклическую прочность выполняется при обнаружении в барабане трещин любого вида и направления или (и) после отработки барабаном паркового ресурса. Требования о необходимости проведения поверочного расчета на хрупкую прочность для выбора температуры гидравлического испытания барабана после ремонта сформулированы в п.2.7 приложения В. Расчеты рекомендуется выполнять по методикам, приведенным в приложениях Б-Г.
Допускается выполнять расчет на циклическую прочность в соответствии с [2] в том случае, если выполняются следующие условия:
-
общее число циклов не превышает 250;
-
повреждения незначительны: глубина и протяженность дефектов (выборок) не превышает 2-5 мм;
-
наработка не превышает 250 тыс.ч.
Если в результате расчета по [2] накопленное усталостное повреждение превышает предельно допустимое значение, то выполняется уточненный расчет в соответствии с приложением Г.
В том случае, если при расчете согласно приложению Г накопленное усталостное повреждение также превышает допустимое значение, то проводится численный расчет с использованием фактических данных (результатов измерений) по температурным нагрузкам.
1.5. В настоящей Инструкции содержатся примеры типичных повреждений, обнаруживаемых при контроле барабанов, а также технология ремонта и требования к качеству выполняемых ремонтных работ.
В каждом конкретном случае повреждения барабана на базе настоящей Инструкции составляется производственная технология ремонта, учитывающая характер дефектов и способы их устранения, а также условия сварки и наплавки.
1.6. Производственная технология ремонта разрабатывается на основе настоящей Инструкции с учетом требований [3] и других НД владельцем оборудования или экспертной организацией в установленном порядке. В последнем случае технология ремонта согласовывается с электростанцией.
2. ТРЕБОВАНИЯ К ПРОИЗВОДСТВЕННОМУ ПЕРСОНАЛУ
2.1. Сварку и наплавку при ремонте барабанов выполняют квалифицированные сварщики в установленном порядке.
Перед производством сварочных работ на барабане электросварщики проходят специальный инструктаж и отрабатывают технику сварки и наплавки на образцах, имитирующих реальные условия ремонта.
2.2. Удаление поврежденного металла, обработку механическим способом поверхности выборки и отремонтированного участка барабана или сварного соединения выполняют квалифицированные слесари, прошедшие необходимый инструктаж.
2.3. Подогрев при сварке газопламенным способом выполняют газосварщики-газорезчики, а электронагрев при сварке и последующей термической обработке с регистрацией температур выполняют термисты-операторы термических установок, прошедшие специальную подготовку по технике производства этих работ.
2.4. Контроль неразрушающими методами проводят специалисты (дефектоскописты) в установленном порядке.
2.5. Визуальный и измерительный контроль качества металла барабана и его сварных соединений, а также полноты удаления дефектов осуществляют специалисты, имеющие теоретическую и практическую подготовку по визуальному и измерительному контролю, в установленном порядке.
2.6. Подготовка под сварку или наплавку, а также производство сварочных работ осуществляются под надзором руководителя (мастера) по сварке.
3. ВИДЫ ПОВРЕЖДЕНИЙ БАРАБАНОВ, ПРИ КОТОРЫХ РАССМАТРИВАЕТСЯ ВОПРОС О НЕОБХОДИМОСТИ ПРОВЕДЕНИЯ РЕМОНТА
3.1. Дефекты в цилиндрической части:
-
цепочки язвин, раковины, трещины на поверхности трубных отверстий и прилегающих к ним участках внутренней поверхности барабана (рисунок 1);
Рисунок 1 - Трещины в зоне трубного отверстия
-
трещины у швов приварки внутрибарабанных устройств (рисунок 2) и в местах удаления сборочных планок.
Рисунок 2 - Трещины у швов приварки внутрибарабанных устройств
3.2. Дефекты в днищах:
-
трещины у шва приварки пластин для крепления лазового затвора (рисунок 3);
Рисунок 3 - Трещины у шва приварки лапы лазового отверстия
-
цепочки язвин, раковины, трещины на внутренней поверхности;
-
трещины на поверхности лазового отверстия.
3.3. Дефекты в штуцерах:
-
трещины на внутренней поверхности в зоне примыкания к барабану (см. рисунок 1);
-
трещины в сварном шве приварки штуцера к барабану (рисунок 4).
Рисунок 4 - Трещины в сварном шве приварки штуцера к барабану
3.4. Дефекты в основных (продольных и кольцевых) сварных соединениях барабанов:
-
трещины в наплавленном металле и околошовной зоне;
-
непровары, шлаковые включения и другие технологические дефекты сварки (рисунок 5).
1 - шлаковые включения в шве; 2 - трещина в шве; 3 - флюсовое включение в шве; 4 - трещины в околошовной зоне; 5 - несплавление кромок; 6 - непровар
Рисунок 5 - Дефекты в сварном соединении
4. КОНТРОЛЬ МЕТАЛЛА БАРАБАНОВ КОТЛОВ
4.1. Контроль металла барабанов и их отремонтированных элементов (методы, объем, периодичность) регламентируется [1] и другими НД.
4.2. Требования к персоналу, средствам, методикам проверки и критерии оценки качества указаны в действующей НД на конкретный метод контроля.
4.3. Контроль металла и устранение дефектов проводятся после демонтажа внутрибарабанных устройств и снятия тепловой изоляции барабана в местах проведения работ.
4.4. Места удаления внутрибарабанных устройств и снятия изоляции определяются организацией-исполнителем ремонта совместно с электростанцией в соответствии с необходимым объемом контроля, расположением обнаруженных дефектов и принятой технологией ремонта.
4.5. Удаление внутрибарабанных устройств, приваренных к кронштейнам корпуса барабана, выполняется с помощью газовой резки. При этом длина кронштейнов остается не менее 15 мм. Последующая приварка демонтированных внутрибарабанных устройств производится к этим кронштейнам.
4.6. В случае обнаружения при проведении неразрушающего контроля внутренних дефектов, не выходящих на поверхность основных сварных швов, а также при наличии расслоений и других металлургических дефектов в основном металле барабана, не допустимых по существующим нормам, решение о возможности и условиях работы барабана принимается владельцем оборудования на основании выводов Заключения экспертной организации в установленном порядке.
5. УСТРАНЕНИЕ ДЕФЕКТОВ
5.1. Дефекты, выявленные на поверхностях обечаек, днищ, трубных и лазовых отверстий, штуцеров, а также в сварных швах барабана, удаляются механическим способом (абразивным инструментом, расточкой, сверловкой и др.). При этом необходимо обеспечить минимальные объемы удаляемого металла при обязательном условии полного удаления обнаруженных дефектов.
В основных сварных швах допускается воздушно-дуговая резка-строжка с последующей механической обработкой абразивным инструментом (шлифмашинкой) поверхности углубления - выборки на глубину не менее 3 мм.
5.2. Шероховатость поверхности после удаления дефектов в трубных отверстиях должна быть  40 мкм; остальных поверхностей 80 мкм.
40 мкм; остальных поверхностей 80 мкм.
5.3. Удаление дефектных мест механической обработкой следует выполнять на режимах, не вызывающих нагрева металла до цветов побежалости.
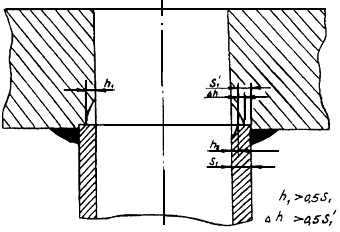
5.4. Места выборки дефектов должны иметь плавные переходы (рисунок 6). В случае, когда удаление дефектов на поверхности отверстий производится расточкой, последняя может выполняться уступами (рисунок 7).
Рисунок 6 - Местная выборка с плавными переходами
Рисунок 7 - Форма трубного отверстия, расточенного уступами для удаления поврежденного металла
5.5. В период проведения первого контроля кромки трубных отверстий с внутренней стороны должны быть скруглены радиусом 5-7 мм.
5.6. Полнота удаления всех дефектов проверяется методами МПД или ЦД и УЗК, а в сомнительных случаях - травлением 15-20%-ным водным раствором азотной кислоты или 15%-ным раствором персульфата аммония. В сомнительных случаях также рекомендуется контроль качества дна выборки на участке, на который предварительно наплавляется фальшвалик и затем удаляется механическим способом (шлифмашинкой) заподлицо с поверхностью выборки; контроль выполняется методами ВК (после травления) или МПД, или ЦД.
5.7. После удаления обнаруженных дефектов следует измерить оставшуюся толщину стенки элемента (обечайки, днища, штуцера) в месте выборки. Измерение выполняется ультразвуковым или другим методом, обеспечивающим возможность проведения измерений с точностью не ниже ±0,5 мм.
Если производится расточка отверстия уступами (см. рисунок 7), должны быть измерены диаметры отверстий в пределах каждого уступа и их протяженность (высота) по толщине стенки.
5.8. Перед наплавкой выборок прилегающие к ним зоны шириной не менее 100 мм следует обработать абразивным инструментом до металлического блеска и проверить методом МПД (или ЦД) и УЗК на отсутствие дефектов.
5.9. Если глубина выборки дефекта, обнаруженного на поверхности цилиндрической части барабана, днища или основного сварного шва, превышает 1/3 толщины стенки барабана, то решение о возможности и условиях дальнейшей работы барабана принимается владельцем оборудования на основании выводов и рекомендаций заключения экспертной организации в установленном порядке.
Примечание - Если дефект на поверхности барабана расположен между отверстиями, то вышеназванная процедура осуществляется при глубине выборки, превышающей 20 мм.
6. МАТЕРИАЛЫ, СВАРОЧНО-ТЕРМИЧЕСКОЕ ОБОРУДОВАНИЕ, АППАРАТУРА, ИНСТРУМЕНТ
6.1. Материалы, применяемые при ремонте барабанов, должны удовлетворять требованиям действующей НТД.
6.2. Штуцера и втулки для бандажей штуцеров должны изготавливаться из труб или поковок из стали 20 по действующим техническим условиям или отраслевым стандартам.
6.3. Все сварочные электроды должны быть диаметром не более 4 мм, соответствовать [4] и [5]. На электроды должны быть оформлены сертификаты.
Для ручной дуговой сварки и наплавки барабанов следует применять покрытые электроды 2,5-4 мм, а марку электродов выбирать в зависимости от марки стали ремонтируемого барабана:
-
для барабанов из сталей 22К, 20К, 20Б, 16М, 15М - электроды типа Э42А (УОНИ-13/45, ЦУ-6) или типа Э50А (УОНИ-13/55, ТМУ-21У, ИТС-4С);
-
для барабанов из сталей 16ГНМ и 16ГНМА - электроды типа Э50А марки УОНИ-13/55, ТМУ-21У, ИТС-4С, ЦУ-5, ЦУ-7, ЦУ-8.
Электроды Э42А и Э50А необходимо проконтролировать согласно требованиям [3] на сварочно-технологические свойства; дополнительно наплавка контрольного валика должна быть подвергнута стилоскопированию на отсутствие легирующих элементов в металле.
Перед началом сварки и наплавки электроды подвергаются повторной прокалке. Режим прокалки должен соответствовать указанному на этикетке (маркировке) пачки с электродами, а в случае отсутствия - согласно таблице 1.
Таблица 1 - Режим прокалки электродов, применяемых при ремонте барабанов
|
Марка электрода |
Режим прокалки |
|
|
Температура, °С |
Время выдержки, ч |
|
|
ЦУ-5, ЦУ-6, ЦУ-7, ЦУ-8 |
360±20 |
2,0+0,5 |
|
УОНИ-13/45, УОНИ-13/45А, УОНИ-13/55, ТМУ-21У, ИТС-4С |
380±20 |
2,0+0,5 |
После прокалки электроды подвергаются проверке на сварочно-технологические свойства в соответствии с [3] и [4].
6.4. Измерительный контроль поверхностных дефектов, формы выборок и размеров сварных соединений проводится приборами и инструментами, технические характеристики которых даны в НД по визуально-измерительному контролю. При визуальном контроле используются лупы 4-7-кратного увеличения с применением переносного источника света в соответствии с требованиями НД по визуально-измерительному контролю.
6.5. При УЗК и МПД применяют ультразвуковые импульсные дефектоскопы и стационарные, передвижные и переносные дефектоскопы по соответствующим стандартам.
Аппаратура и средства измерений, их чувствительность должны обеспечивать надежное выявление недопустимых дефектов в установленном порядке.
6.6. Твердость основного и наплавленного металла следует измерять переносными твердомерами, обеспечивающими точность измерения согласно техническому паспорту и результатам последней поверки не менее ±10% измеряемого значения.
6.7. В качестве источников питания сварочной дуги применяются сварочные преобразователи постоянного тока или сварочные выпрямители с устройством для регулирования сварочного тока в диапазоне 70-200 А.
6.8. В качестве нагревателей для проведения предварительного и сопутствующего подогрева при сварке и наплавке используют газовые горелки различных типов, а также электронагревательные устройства, обеспечивающие выполнение требований, указанных в разделах 7-11 настоящей Инструкции.
6.9. В качестве нагревателей при термообработке барабана применяются установки, обеспечивающие выполнение требований, указанных в разделе 12 настоящей Инструкции.
6.10. Для контроля температуры и скорости нагрева при предварительном и сопутствующем подогреве и при термообработке следует применять самопишущие приборы, характеристики которых соответствуют приведенным в [3].
7. РЕМОНТ ШТУЦЕРОВ
7.1. Ремонт штуцеров проводится в случаях, когда выборки, образовавшиеся при удалении дефектов, не являются сквозными. Штуцер со сквозными выборками подлежит замене.
Ремонт может выполняться наплавкой или бандажированием. При сварке используются электроды диаметром 2,5 и 3 мм на режимах тока 75-90 и 90-110 А соответственно.
7.2. Наплавка штуцера.
7.2.1. Наплавка выполняется на наружную поверхность штуцера кольцевыми валиками по всей окружности штуцера с направлением швов от существующего сварного соединения штуцера с барабаном. Каждый последующий валик должен перекрывать предыдущий на 1/3 его ширины. В случае нахождения выборки в зоне металла шва сечение шва усиливается дополнительной подваркой валиками. После выполнения каждого валика удаляются шлак и брызги с поверхностей наплавленного металла и штуцера.
При положении оси штуцера, близком к горизонтальному, каждый валик наплавляется на штуцер в два приема по пол-окружности. При этом сварку следует начинать с нижней части штуцера и заканчивать вверху, обеспечивая качество замков каждого кольцевого валика.
7.2.2. Наплавка должна быть многослойной (количество слоев не менее двух), ширина валика не более 3 и высота не более +1,0 мм. Общая толщина наплавленного слоя должна составлять 1,5
и высота не более +1,0 мм. Общая толщина наплавленного слоя должна составлять 1,5 , где - глубина выборки в данном сечении штуцера или суммарно штуцера и шва его приварки к барабану (рисунок 8). Длина наплавленного слоя должна превышать протяженность выборки на 10-15 мм. В процессе наплавки проводится послойный визуальный контроль.
, где - глубина выборки в данном сечении штуцера или суммарно штуцера и шва его приварки к барабану (рисунок 8). Длина наплавленного слоя должна превышать протяженность выборки на 10-15 мм. В процессе наплавки проводится послойный визуальный контроль.
1-16 - последовательность наложения слоев (валиков)
Рисунок 8 - Наплавка на наружную поверхность штуцера
7.2.3. Валики должны быть выполнены с плавным переходом к основному металлу и предыдущему слою наплавленного металла.
7.2.4. Требования к качеству наплавленного металла должны соответствовать нормативам [3] и других НД.
7.3. Бандажирование штуцера.
7.3.1. В качестве бандажа используются втулки, изготовленные из труб или поковок, выполненных из стали 20 по техническим условиям или отраслевым стандартам соответственно. Высота втулки должна быть больше длины выборки по образующей штуцера на 10-15 мм. Толщина стенки втулки должна быть не менее расчетной толщины стенки штуцера.
7.3.2. Бандажирование штуцера можно проводить двумя способами.
По первому способу отрезается приваренная к штуцеру труба, и втулка надевается на штуцер до упора в сварной шов.
По второму способу бандажная втулка разрезается механическим способом по образующей на две половины. Ширина реза должна быть не более 3-4 мм; кромки обеих половин втулки вдоль образующей должны быть обработаны на скос (разделены) для обеспечения полного провара по толщине стенки. Две половины бандажа устанавливаются на штуцере, стягиваются до полного облегания штуцера и свариваются с полным проплавлением по толщине стенки.
Внутренняя поверхность бандажной втулки при ремонте по любому из двух указанных способов должна обрабатываться механически на токарном станке.
7.3.3. Перед бандажированием наружная поверхность штуцера и углового старого шва должна быть обработана абразивным инструментом до металлического блеска.
Примыкающий к угловому старому шву торец втулки должен иметь скошенную кромку на всю толщину стенки для обеспечения полного ее провара.
7.3.4. Бандажная втулка должна быть установлена на штуцер с зазором между втулкой и штуцером до (0,5±0,1) мм.
7.3.5. Бандажная втулка со стороны торцов приваривается сначала к угловому старому шву, а затем к штуцеру (рисунок 9) с обеспечением плавных переходов от кольцевых швов к основному металлу штуцера и угловому старому шву.
7.3.6. Поверхность каждого валика следует очищать от шлака с последующей очисткой металла швов, втулки, штуцера и прилегающих участков основного металла барабана шириной до 100 мм до металлического блеска с удалением брызг металла. Качество сварки при бандажировании проверяется визуально согласно нормативам [3] и других НД.
Рисунок 9 - Установка бандажа на штуцер
8. ЗАМЕНА ШТУЦЕРА
8.1. Штуцер отрезают от трубы сначала по монтажному стыку, соединяющему штуцер с трубой, а затем на расстоянии 15-20 мм от наружной поверхности барабана. Удаление штуцера может выполняться кислородной, воздушно-дуговой или плазменно-дуговой резкой с последующей механической обработкой до расстояния 6-7 мм от поверхности барабана. При резке должна быть обеспечена защита поверхности барабана и его трубного отверстия от брызг и капель жидкого металла.
8.2. Кольцевой остаток штуцера в барабане полностью удаляется механическим способом (фрезой, абразивным инструментом и др.). Оставшийся металл старого шва обрабатывается механическим способом на "пенек" высотой 3-4 мм (рисунок 10), либо удаляется полностью.
Рисунок 10 - Конструкция узла присоединения штуцера к барабану
8.3. Поверхность гнезда под штуцер, остаток шва и наружная поверхность барабана вокруг шва на расстоянии 30 мм от кромки гнезда проверяются методом МПД на отсутствие трещин.
8.4. В случае, если новый штуцер имеет толщину стенки, большую чем демонтированный, то конец штуцера, стыкуемый с трубой, должен быть расточен по внутреннему диаметру до размера внутреннего диаметра трубы, при этом конец штуцера, примыкающий к барабану, должен иметь коническую расточку до диаметра трубного отверстия (рисунок 11).
8.5. Штуцер устанавливают в гнезде барабана с зазорами по диаметру и по высоте 1,0-1,5 мм и скрепляют с барабаном двумя-тремя прихватками высотой 4-5 мм и длиной по 15-20 мм, располагаемыми равномерно по периметру штуцера; для выполнения прихваток следует использовать электроды Э42А или Э50А диаметром 2,5-3 мм. Сварка углового шва проводится многослойным способом электродами диаметром 2,5; 3 и 4 мм на токовые режимы 75-90, 90-110 и 120-160 А соответственно.
Рисунок 11 - Конструкция узла присоединения штуцера с утолщенной стенкой
8.6. Для штуцеров, внутренний диаметр которых превышает 100 мм, следует применять конструкции, обеспечивающие полный провар сварного соединения (рисунок 12). Допускается применять такую конструкцию соединения также для штуцеров с внутренним диаметром 100 мм и менее.
Примечание - В случае применения конструкции с подкладным кольцом прихватка кольца производится со стороны штуцера. После приварки штуцера кольцо должно быть удалено механическим способом.
1-10 - последовательность наложения слоев (валиков);
 мм;
мм;  мм
мм
Рисунок 12 - Конструкция узла присоединения к барабану штуцеров с внутренним диаметром более 100 мм:
а - без подкладного кольца; б - с подкладным кольцом
8.7. Прихватка и приварка штуцеров к барабану выполняются с предварительным и сопутствующим подогревом. Температура подогрева должна быть (200±20) °С для сталей 16ГНМ и 16ГНМА и (120±20) °С для сталей 22К, 20К, 20Б, 16М, 15М с наружной и внутренней стороны корпуса барабана на участке вокруг штуцера шириной не менее 150 мм от кромки трубного отверстия.
Температура определяется с помощью термопар, устанавливаемых на стороне, противоположной расположению нагревателя, на границе участка нагрева.
8.8. Приварку штуцеров с целью уменьшения поводок барабана необходимо выполнять от середины к краям барабана с интервалом через штуцер в продольном и поперечном направлениях. Если привариваемые штуцера расположены рядом, то прихватка и приварка последующего штуцера выполняются после полного остывания предыдущего.
8.9. Приварку штуцеров производить валиковыми швами с использованием электродов типов Э42А и Э50А с предварительным и сопутствующим подогревом (см. п.8.7 настоящей Инструкции). Общее количество валиков должно быть не менее трех (последний валик - "отжигающий" - не должен затрагивать металл барабана). В процессе сварки каждый проход (валик) выполняется за один или два приема в зависимости от положения шва в пространстве. После наплавки каждого валика удаляются шлак и брызги с поверхностей наплавленного металла, штуцера и корпуса барабана и производится зачистка до металлического блеска.
Кратеры каждого валика должны быть заплавлены. Размеры сварного шва приварки штуцера должны соответствовать указанным в чертежах завода-изготовителя.
8.10. После приварки штуцеров должна быть проведена общая или местная термообработка (отпуск) по технологии, изложенной в разделе 12 настоящей Инструкции.
8.11. Штуцера к барабанам из сталей 22К, 20К, 20Б, 16М, 15М допускается приваривать без последующей термообработки. При этом сварка должна выполняться электродами диаметром 2,5-3,0 мм с предварительным и сопутствующим подогревом (см. п.8.7 настоящей Инструкции) и последующими после сварки термоотдыхе при температуре подогрева в течение 3 ч и медленным охлаждением под слоем теплоизоляции.
8.12. Штуцера к барабанам из сталей 16ГНМ и 16ГНМА допускается приваривать без последующей термообработки при условии, что приварка штуцеров проводится через штуцер в количестве не более 15 шт. (с учетом штуцеров, приваренных в период предыдущих ремонтов).
Сварка должна выполняться электродами диаметром 2,5 и 3,0 мм на токовых режимах 75-90 и 90-110 А соответственно с предварительным и сопутствующим подогревом (см. п.8.7 настоящей Инструкции). После сварки необходимы термоотдых при температуре подогрева в течение 3 ч и последующее медленное охлаждение под слоем теплоизоляции.
8.13. Допускается приварку штуцеров выполнять изнутри барабана (рисунок 13). При этом должны соблюдаться условия, изложенные в пп.8.7-8.12 настоящей Инструкции, а технология ремонта должна быть согласована с экспертной организацией в установленном порядке.
Рисунок 13 - Схема установки штуцера с внутренней подваркой
8.14. Контроль качества сварки выполняется согласно разделу 13 настоящей Инструкции.
9. НАПЛАВКА НА ПОВЕРХНОСТЬ ТРУБНОГО ОТВЕРСТИЯ
9.1. Наплавка на поверхность трубного отверстия проводится в следующих случаях:
-
при недопустимом ослаблении выборками сечения в зоне отверстия (или системы отверстий) по данным поверочного расчета на прочность согласно приложению Б;
-
если суммарная площадь сечения выборок в поперечных мостиках между отверстиями водоопускных труб при шаге между ними, равном или меньше удвоенного среднего диаметра (по внутренней поверхности), превышает 500 мм
 ;
; -
если при удалении дефектов на поверхности отверстия в зоне примыкания штуцера его торец обнажается более чем на половину толщины стенки (рисунок 14).
Примечание - При суммарной площади выборок на поверхности трубного отверстия более 30% его площади оно растачивается до полного удаления дефекта (это положение не относится к барабанам котлов ПК-10 и ПК-14, а также к трубным отверстиям, в которые производится установка новых штуцеров с приваркой изнутри барабана согласно п.8.13 настоящей Инструкции).
 ;
; 
Рисунок 14 - Условия, при которых необходима наплавка в зоне примыкания штуцера
9.2. Наплавка на поверхность трубного отверстия барабана выполняется с предварительным и сопутствующим местным подогревом. Температура подогрева должна составлять (200±20) °С для стали марок 16ГНМА и 16ГНМ и (120±20) °С для стали марок 22К, 20К, 20Б, 16М, 15М на участке вокруг трубного отверстия шириной не менее 150 мм от его кромки.
Температура определяется с помощью термопар, устанавливаемых на стороне, противоположной расположению нагревателя, на границе участка нагрева.
Наплавка отверстий производится непрерывно. В случае перерывов в работе температура нагрева места ремонта не должна быть ниже минимальной температуры подогрева при сварке.
9.3. Наплавка на поверхность трубного отверстия может выполняться как ручной дуговой сваркой электродами типа Э42А или Э50А (в зависимости от марки стали барабана) диаметром 2,5 и 3,0 мм на режимах тока 75-90 и 90-110 А соответственно, так и автоматической сваркой под слоем флюса АН-60 с применением проволоки Св-08Г2С диаметром 1,4-2,0 мм.
Наплавка проводится кольцевыми валиками с перекрытием предыдущего на 1/3 ширины валика.
При глубине выборки на поверхности отверстия не более 20 мм и длине не более 50 мм наплавка может быть местной (ограниченной зоной выборки), с выходом концов валиков на 10-15 мм за границы выборки. Наплавка предварительно проточенных отверстий проводится по всему периметру не менее чем в три слоя на подкладном кольце, которое после наплавки удаляется (рисунок 15). Однослойная наплавка не допускается.
ПК - подкладное кольцо; НМ - наплавленный металл
Рисунок 15 - Наплавка на поверхность трубного отверстия
9.4. Наплавка должна быть многослойной до получения размера наплавленного отверстия после расточки на 4-6 мм меньше номинального.
Локальная наплавка должна обрабатываться заподлицо с поверхностью отверстия.
После наплавки каждого слоя проводится визуальный контроль. Трещины, поры, подрезы и незаплавленные кратеры не допускаются.
9.5. После наплавки трубных отверстий должна быть проведена общая или местная термообработка (отпуск) барабана по технологии, изложенной в разделе 12 настоящей Инструкции.
9.6. Наплавка трубных отверстий барабана из стали марок 22К, 20К, 20Б, 16М, 15М может проводиться без последующей термообработки, но с предварительным и сопутствующим подогревом в соответствии с п.9.2 настоящей Инструкции. После наплавки должны выполняться термоотдых с выдержкой в течение 3 ч при температуре сопутствующего подогрева и последующее медленное охлаждение под слоем теплоизоляции.
9.7. Наплавку трубных отверстий барабанов из стали марок 16ГНМ и 16ГНМА допускается производить без последующей термообработки. Наплавка может выполняться как автоматической сваркой под слоем флюса АН-60 проволокой Св-08Г2С диаметром 1,4-2,0 мм, так и ручной дуговой сваркой электродами диаметром 2,5-3,0 мм на режимах тока согласно п.9.3 настоящей Инструкции с предварительным и сопутствующим подогревом и последующими после сварки термоотдыхом при температуре подогрева (см. п.9.2) в течение 3 ч и медленным охлаждением под слоем теплоизоляции. При этом продольный шаг между соседними наплавленными отверстиями должен быть не менее 600 мм, а шаг по окружности - не менее 400 мм. Допускается наплавка групп из двух-трех рядом расположенных отверстий при расстоянии между границами групп не менее 1200 мм.
9.8. Наплавка отверстий без последующей термообработки по пп.9.6 и 9.7 настоящей Инструкции может проводиться при условии, что твердость основного металла на участке наплавки, измеренная до выполнения наплавочных работ, должна быть не более НВ180 для барабанов из стали марок 22К, 20К, 20Б, 16М, 15М и НВ200 для барабанов из стали марок 16ГНМ и 16ГНМА.
Примечание - В случае, когда твердость основного металла на участке наплавки превышает вышеуказанные значения, возможность и условия наплавки отверстий без последующей термообработки определяются экспертной организацией в установленном порядке.
9.9. По согласованию с экспертной организацией восстановление рабочих сечений допускается производить без последующей термообработки путем автоматической наплавки на поверхность трубного отверстия по технологии, позволяющей производить ремонт как с полной или частичной заменой штуцеров, так и без демонтажа штуцеров (рисунок 16).
9.10. Контроль качества наплавки должен проводиться согласно разделу 13 настоящей Инструкции.
9.11. Наплавленное отверстие должно быть обработано до диаметра на 4-6 мм меньше указанного в заводском чертеже. Допускается расточка (обработка) трубного отверстия до проведения термообработки.
Рисунок 16 - Схема восстановительной наплавки отверстия по технологии "Уралэнергоремонт"
10. НАПЛАВКА НА ПОВЕРХНОСТЬ БАРАБАНА КОТЛА
10.1. Наплавка выборок в основном металле, продольных и кольцевых швах проводится с предварительным и сопутствующим местным подогревом. Температура подогрева должна составлять (200±20) °С для сталей 16ГНМ и 16ГНМА и (120±20) °С для сталей 22К, 20К, 20Б, 16М, 15М на участке, превышающем зону наплавки на 150 мм с каждой стороны.
Температура определяется с помощью термопар, устанавливаемых на стороне, противоположной расположению нагревателя, на границе участка нагрева.
10.2. Наплавка должна быть многослойной (не менее трех слоев) с использованием электродов диаметром 2,5 и 3 мм (первые два слоя) на токовых режимах 75-90 и 90-110 А соответственно, и электродов диаметром 3 и 4 мм (последующие слои) на режимах тока соответственно 90-110 и 120-160 А при ручной дуговой сварке до получения толщины стенки барабана, превышающей номинальную на 3-5 мм.
Наплавка должна выполняться без перерывов в работе. В виде исключения допускаются перерывы в работе при условии поддержания температуры сопутствующего подогрева в соответствии с п.10.1 настоящей Инструкции.
10.3. Многослойную наплавку широких выборок, ширина которых превышает половину их длины, рекомендуется выполнять послойно во взаимно перпендикулярных направлениях (рисунок 17).
Рисунок 17 - Направление наложения валиков при многослойной наплавке
Для узких выборок наплавку следует выполнять путем облицовки ее поверхности (наплавка на свободную поверхность), как показано на рисунке 18, с последующим заполнением центральной оставшейся части выборки в виде стыкового шва.
Рисунок 18 - Порядок заварки выборки:
а - облицовка выборки; б - заполнение выборки
Каждый последующий валик должен перекрывать предыдущий на 1/3 его ширины. Заполнение выборки проводится с обеспечением выпуклости шва высотой 3-5 мм, которая после окончания сварки удаляется механическим способом.
При этом облицовку длинных (более 1000 мм) выборок следует начинать от середины к концам.
В процессе наплавки осуществляется визуальный контроль каждого наплавленного валика. Трещины, поры, подрезы, незаплавленные кратеры не допускаются.
10.4. После наплавки выборок (в основном металле, продольных и кольцевых сварных швах) должна быть проведена общая или местная термообработка (отпуск) барабана по технологии, изложенной в разделе 12 настоящей Инструкции.
10.5. Допускается наплавка выборок без последующей термообработки. Наплавка при ручной дуговой сварке должна выполняться электродами диаметром 2,5-3,0 мм (режимы тока согласно п.10.1 настоящей Инструкции) с предварительным и сопутствующим подогревом при глубине выборок не более 35% толщины стенки и объеме до 400 см для барабанов из сталей 16ГНМ и 16ГНМА и до 900 см - для барабанов из сталей 22К, 20К, 20Б, 16М, 15М.
для барабанов из сталей 16ГНМ и 16ГНМА и до 900 см - для барабанов из сталей 22К, 20К, 20Б, 16М, 15М.
После наплавки необходимо осуществить выдержку в течение 3 ч при температуре сопутствующего подогрева и последующее медленное охлаждение под слоем теплоизоляции.
В случае, когда объемы выборок превышают указанные ограничения, технология ремонтной сварки без термообработки должна согласовываться с экспертной организацией в установленном порядке.
10.5.1. При наплавке выборок без последующей термообработки количество наплавляемых участков на каждой обечайке и в продольных и кольцевых швах не ограничено при условии, что расстояние между границами соседних наплавок не менее трехкратной длины наибольшей выборки, но не менее 400 мм для барабанов из сталей 22К, 20К, 20Б, 16М, 15М и не менее 1000 мм - для барабанов из сталей 16ГНМ и 16ГНМА.
10.5.2. Наплавка без последующей термообработки допускается при условии, что для каждой пары выборок, расположенных друг от друга на расстоянии менее 600 мм для барабанов из сталей 22К, 20К, 20Б, 16М, 15М и менее 1400 мм - для барабанов из сталей 16ГНМ и 16ГНМА, общий объем наплавленного металла не превышает 300 см при максимальной глубине выборок не более 35% толщины стенки барабана.
Примечание - Расстояние определяется с учетом наплавок, выполненных в период предыдущих ремонтов.
10.6. Наплавка выборок без последующей термообработки по п.10.5 настоящей Инструкции может проводиться при условии, что твердость основного металла на участке наплавки, измеренная до выполнения наплавочных работ, будет не более НВ180 для барабанов из сталей 22К, 20К, 20Б, 16М, 15М и НВ200 для барабанов из сталей 16ГНМ, 16ГНМА. Твердость наплавленного металла должна быть не более НВ240.
10.7. После окончания наплавки вся ее поверхность обрабатывается абразивным кругом заподлицо с основным металлом барабана, и производится контроль качества металла согласно разделу 13 настоящей Инструкции.
11. ПРИВАРКА ДЕТАЛЕЙ ВНУТРИБАРАБАННЫХ УСТРОЙСТВ
11.1. При необходимости удаления отдельных кронштейнов крепления внутрибарабанных устройств к корпусу барабана из-за трещин в швах ремонтная организация или организация, выполняющая контроль (диагностирование), прорабатывает возможность крепления деталей внутрибарабанных устройств механическим путем.
11.2. При невозможности крепления отдельных деталей внутрибарабанных устройств механическим путем их приварка может проводиться без последующей термообработки, но с предварительным и сопутствующим подогревом. Температура подогрева должна составлять (200±20) °С для сталей 16ГНМ и 16ГНМА и (120±20) °С для сталей 22К, 20К, 20Б, 16М, 15М на участке шириной не менее 150 мм от сварного шва в обе стороны.
При этом после сварки необходимо осуществить выдержку в течение 3 ч при температуре сопутствующего подогрева и последующее медленное охлаждение под слоем теплоизоляции.
Температура определяется с помощью термопар, устанавливаемых на стороне, противоположной расположению нагревателя, на границе нагрева.
11.3. Приварка деталей внутрибарабанных устройств к телу барабана выполняется со сквозным проваром двусторонним швом катетом не менее 6 мм; сварка выполняется электродами диаметром 2,5-3,0 мм. Количество валиков с каждой стороны должно быть не менее трех. Последний валик с каждой стороны должен быть отжигающим и не затрагивать основной металл барабана.
Примечание - По согласованию с экспертной организацией допускается приварка деталей внутрибарабанных устройств к телу барабана высоконикелевыми аустенитными электродами.
11.4. После приварки деталей внутрибарабанных устройств швы зачищаются и проверяются визуально на отсутствие трещин и других дефектов (пор, подрезов и др.).
Прилегающая к шву зона основного металла барабана шириной 20 мм проверяется методом МПД (или ЦД) на отсутствие трещин.
12. ТЕРМООБРАБОТКА ПОСЛЕ СВАРКИ И НАПЛАВКИ
12.1. Термообработка может выполняться посредством общего или местного нагрева барабана.
12.2. Перед проведением термообработки барабан должен быть покрыт тепловой изоляцией.
12.3. Местная термообработка после наплавки отверстий барабана или выборок в основном металле, продольных и кольцевых швах проводится по кольцу цилиндрической части барабана. Ширина термообрабатываемого кольца должна перекрывать зону ремонта с применением сварки не менее чем на 250 мм с каждой стороны.
Местная термообработка по кольцу цилиндрической части барабана проводится при расположении мест наплавки на расстоянии более 500 мм от кольцевого шва приварки днища. При расположении мест наплавки на расстоянии менее 500 мм от кольцевого шва приварки днища до ближайшей границы наплавки на цилиндрической поверхности барабана или на самом днище термообработка должна производиться по кольцу цилиндрической части барабана совместно с днищем.
12.4. Термообработка проводится по следующему режиму:
-
подъем температуры со 150-200 до 620-650 °С для сталей 16ГНМ и 16ГНМА и со 120-150 до 600-630 °С для сталей 22К, 20К, 20Б, 20, 16М, 15М со скоростью 40-50 °С/ч, выдержка при этой температуре в течение 5 ч и затем охлаждение со скоростью 20-30 °С/ч до температуры 150 °С. После охлаждения до температуры 40-50 °С можно снять теплоизоляцию и нагреватели.
12.5. По согласованию с экспертной организацией допускается проведение термообработки при температуре 520-575 °С с общим нагревом барабана сторонним паром.
Металл всех обечаек и днищ барабанов из сталей 16ГНМ и 16ГНМА, подвергаемых указанной термообработке, должен удовлетворять условию стойкости против отпускной хрупкости, которое должно быть подтверждено испытаниями на ударную вязкость металла вырезки ("пробки") из барабана после проведения термообработки. Место вырезки "пробки" определяют по максимальному интегральному (фактическому) содержанию фосфора, марганца и кремния в обечайках и днищах барабана из соотношения:  , где
, где  - номер конкретной обечайки или днища барабана.
- номер конкретной обечайки или днища барабана.
Необходимые для осуществления термообработки сторонним паром проектные и организационные проработки проводятся экспертной организацией в соответствии с приложением Д.
12.6. Контроль температуры в процессе проведения термообработки должен осуществляться по показаниям термопар, прикрепленных к барабану с наружной и внутренней сторон (рисунок 19). Регистрация температуры осуществляется самопишущим прибором. Погрешность измерения температуры с учетом погрешности показаний самопишущего прибора должна составлять не более ±10 °С.
1 - места расположения термопар; 2 - участок местной термообработки; 3 - термопары у лазового отверстия
Рисунок 19 - Схема расположения термопар при местной термообработке:
а - в цилиндрической части барабана; б - у днища барабана
12.7. Термопары, расположенные со стороны нагревательного устройства, должны быть изолированы от прямого воздействия на них теплового потока нагревательного устройства.
12.8. Перепад температур по толщине стенки барабана при проведении термообработки не должен превышать 30 °С, а значение температуры любой термопары должно быть в пределах 620-650 °С для сталей 16ГНМ и 16ГНМА и 600-630 °С для сталей 22К, 20К, 20БГ 16М, 15М. Перепад температур по образующей барабана от границы термообрабатываемого участка в необогреваемую сторону должен быть не более 100 °С на 100 мм длины.
Разность температур при термообработке днища между точками у лаза и кольцевого шва днища не должна превышать 80 °С.
12.9. При проведении термообработки должна быть обеспечена возможность свободного теплового расширения барабана.
12.10. Результаты регистрации показаний термопар, акт проверки измерительных устройств и правильности их показаний являются отчетным документом по выполнению заданных режимов термообработки.
13. КОНТРОЛЬ И ПРИЕМКА БАРАБАНА ИЗ РЕМОНТА
13.1. В процессе проведения ремонта осуществляется пооперационный контроль за выполнением технологических требований на ремонтные работы.
13.2. Участки с выборками металла проверяются на отсутствие резких переходов, острых углов и чистоту поверхности.
Полнота выборки дефектов должна подтверждаться контролем всей поверхности выборок методом МПД или ЦД.
13.3. После выполнения сварочных и наплавочных работ осуществляется визуальный контроль всей поверхности вновь наплавленного металла, а также прилегающей зоны основного металла шириной не менее 100 мм. Контролируемые участки предварительно обрабатываются (зачищаются) абразивными инструментами до металлического блеска (40 мкм для трубных отверстий и 80 мкм для остальных поверхностей).
13.4. Все места, подвергавшиеся выборке металла, отремонтированные сварные соединения и места ремонтной наплавки металла, включая примыкающую зону шириной не менее 100 мм от кромки шва, проверяются методами МПД (или ЦД) и УЗК на отсутствие поверхностных и внутренних дефектов.
13.5. Перед проведением наплавочных работ контролируется твердость основного металла в зоне выборок дефектов не менее чем в трех контрольных точках каждой выборки. После ремонта контролируется твердость наплавленного металла не менее чем в трех точках каждой ремонтной наплавки.
Твердость основного металла на участке наплавки, измеренная до выполнения наплавочных работ, должна быть не более НВ180 для барабанов из сталей 22К, 20К, 20Б, 16М, 15М и не более НВ200 для барабанов из сталей 16ГНМ и 16ГНМА.
Твердость металла, наплавленного на поверхность трубных отверстий и корпуса барабана, включая основные сварные соединения, должна составлять не более НВ240.
13.6. Сборка внутрибарабанных устройств проводится после гидравлического испытания.
Разрешается частичная сборка внутрибарабанных устройств перед гидравлическим испытанием в местах, где они не будут мешать повторному осмотру после гидроиспытания.
13.7. При положительных результатах послесварочного контроля проводят гидроиспытание барабана пробным давлением в соответствии с требованиями Правил Госгортехнадзора России и с учетом следующих дополнительных требований:
-
температура воды при гидроиспытании должна составлять не ниже 40 °С;
-
температура окружающего воздуха должна быть не ниже 0 °С;
-
давление поднимают последовательными ступенями (0,5; 0,75; 1,0; 1,25 от рабочего) с последующей разгрузкой после каждой ступени до нуля;
-
при больших объемах ремонтной наплавки температуру воды при гидроиспытаниях следует определять в соответствии с приложением В.
13.8. После гидроиспытания все отремонтированные участки проверяются визуально. Участки наплавленного металла дополнительно (повторно) контролируют методами МПД и УЗК.
13.9. Техническая документация на ремонт барабана составляется в соответствии с требованиями действующих НД.
14. МЕРЫ ТЕХНИКИ БЕЗОПАСНОСТИ
При выполнении работ по ремонту барабана должны соблюдаться требования правил техники безопасности и пожарной безопасности согласно действующим НД.
Приложение А
ОСНОВНЫЕ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
|
|
- радиус скругления; |
||
|
|
- глубина выборки в стенке штуцера; |
||
|
|
- диаметр гнезда под штуцер; |
||
|
|
- наружный диаметр удаленного штуцера; |
||
|
|
- высота штуцера, предусмотренная чертежом завода-изготовителя котла; |
||
|
|
- толщина стенки барабана; |
||
|
|
- толщина стенки штуцера; |
||
|
|
- толщина стенки бандажной втулки; |
||
|
|
- внутренний диаметр удаленного штуцера; |
||
|
|
- внутренний диаметр утолщенного штуцера; |
||
|
|
- катеты шва; |
||
|
|
- глубина выборки в барабане по дну расточки гнезда под штуцер; |
||
|
|
- глубина выборки в штуцере по его торцу; |
||
|
|
- исходный диаметр отверстия (по чертежу); |
||
|
|
- диаметр отверстия после расточки; |
||
|
|
- диаметр наплавленного отверстия после механической обработки или после наплавки. |
||







 и
и 




 мм
ммПриложение Б
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО РАСЧЕТУ НА ПРОЧНОСТЬ ОТРЕМОНТИРОВАННЫХ БАРАБАНОВ КОТЛОВ ВЫСОКОГО ДАВЛЕНИЯ
1. Общие положения
1.1. Настоящие Методические рекомендации определяют порядок поверочного расчета на прочность отремонтированных котельных барабанов, изготовленных из углеродистых и легированных сталей. По результатам поверочного расчета устанавливается возможность эксплуатации барабана при номинальном (расчетном) давлении или определяется наибольшее рабочее давление, при котором может быть допущена дальнейшая эксплуатация отремонтированного барабана.
1.2. Поверочному расчету на прочность подлежат те элементы барабана (обечайка, днища, штуцера), из которых были удалены дефектные участки металла.
1.3. Допустимое рабочее давление принимается равным наименьшему из значений, определенному для каждого из проверенных элементов (обечаек, днищ и штуцеров).
1.4. Номинальное рабочее давление без проведения поверочного расчета может быть сохранено в следующих случаях:
-
при повреждениях в виде язвин, раковин или рисок глубиной не более 3 мм, расположенных от кромки ближайшего отверстия на расстоянии не менее диаметра отверстия;
-
при скруглении кромок отверстий на внутренней поверхности барабана радиусом до 10 мм;
-
при заварке выборок и наплавке отверстий до номинальных размеров для обечаек и днищ барабанов из стали 16ГНМ (16ГНМА) при использовании сварочных материалов, обеспечивающих значение предела текучести наплавленного металла при температуре 350 °С не менее 250 МПа, а для обечаек и днищ барабанов из сталей 22К (20К), 16М (15М) при использовании сварочных материалов, обеспечивающих значение предела текучести наплавленного металла при температуре 320 °С не менее 180 МПа;
-
при наружной кольцевой наплавке штуцеров, если объем наплавленного металла будет не менее объема удаленного дефектного металла штуцера;
-
при установке на штуцер укрепляющей наружной втулки с плотной посадкой на штуцер, если толщина стенки втулки будет не менее глубины поврежденного участка штуцера.
1.5. Если при ремонте барабана применяется бандажирование, то поверочный расчет на прочность производится экспертной организацией в установленном порядке.
1.6. Во всех случаях расчет производится по наибольшей глубине выборки. Допускается определение длины и ширины выборки по фактической площади поперечного сечения выборки:
 ;
;  .
.
2. Обозначения:
|
|
- внутренний диаметр обечайки или днища, мм; |
|
|
- диаметр отверстий или внутренний диаметр штуцера, мм; |
|
|
- толщина стенки обечайки или днища до ремонта, мм; |
|
|
- минимальная толщина стенки обечайки или днища при отсутствии ослаблений отверстиями ( |
|
|
- толщина стенки штуцера до ремонта, мм; |
|
|
- минимальная расчетная толщина стенки штуцера, мм; |
|
|
- минимальная фактическая толщина стенки обечайки или днища, оставшаяся после удаления металла в дефектном участке, мм; |
|
|
- длина выборки в направлении продольной оси барабана, мм; |
|
|
- ширина выборки в направлении, перпендикулярном продольной оси барабана, мм; |
|
|
- наибольшая глубина выборки, мм; |
|
|
- фактическая площадь поперечного сечения выборки соответственно в продольном или поперечном направлении, определенная по измерениям глубины в нескольких точках по длине или ширине выборки; |
|
|
- шаг между центрами соседних отверстий в продольном направлении, мм; |
|
|
- шаг между центрами соседних отверстий в поперечном направлении, мм; |
|
|
- исходный приведенный коэффициент прочности, учитывающий ослабление отверстиями; |
|
|
- приведенный коэффициент прочности барабана после ремонта; |
|
|
- допустимое рабочее давление в барабане после ремонта, МПа; |
|
|
- допускаемое напряжение при рабочей температуре, МПа; |
|
|
- поправочный коэффициент, представляющий отношение пределов текучести наплавленного и основного металла при рабочих температурах; |
|
|
- угол между продольной осью барабана и расчетным направлением. |

 =1), мм;
=1), мм;

 ,
, 


3. Расчет обечаек
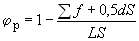
3.1. Допустимое рабочее давление в цилиндрической части барабана определяется по формуле:
 .
.
3.2. Допускаемое напряжение принимается согласно [2]. Для барабанов котлов, проекты которых закончены до 01.04.1977 г., допускаемое напряжение при поверочных расчетах принимается:
-
для барабанов из стали 16ГНМ
 =173 МПа. При изготовлении барабанов из листов с гарантированным пределом текучести при температуре 350 °С не ниже 270 МПа разрешается принимать =180 МПа;
=173 МПа. При изготовлении барабанов из листов с гарантированным пределом текучести при температуре 350 °С не ниже 270 МПа разрешается принимать =180 МПа; -
для барабанов из сталей 22К, 16М и других аналогичных марок сталей равным минимальному пределу текучести, указанному в паспорте котла, при рабочей температуре, деленному на коэффициент запаса прочности 1,5, но не более 130 МПа.
В случае определения фактических свойств металла барабана путем вырезки "пробки" и последующего испытания образцов допускаемое напряжение определяется фактическим значением предела текучести наименее прочной обечайки при расчетной температуре, деленным на коэффициент запаса прочности 1,5.
В особых случаях, не указанных в настоящей Инструкции, решение о выборе допускаемых напряжений согласовывается экспертной организацией в установленном порядке.
3.3. Коэффициент прочности обечаек  после ремонта определяется по приведенным ниже формулам в зависимости от размеров дефектных участков и расположения их на барабане.
после ремонта определяется по приведенным ниже формулам в зависимости от размеров дефектных участков и расположения их на барабане.
3.3.1. В случае, если удаленные дефектные участки расположены между двумя отверстиями:
-
в продольном направлении
 ;
; -
в поперечном направлении
 ;
; -
в косом направлении
 ;
;
где
 - сумма всех сечений выборок в пределах шага
- сумма всех сечений выборок в пределах шага  (
( ) по рисунку Б.1 (сверху).
) по рисунку Б.1 (сверху).
В случае, если угол наклона края выборки металла к поверхности барабана меньше 45°, допускается определение расчетного сечения по выражению  (
( ).
).
3.3.2. В случае, если выборки находятся вне мостиков между двумя отверстиями, необходимо учесть все выборки, расположенные в пределах расстояния от центра ближайшего отверстия, равного (см. рисунок Б.1, снизу)  .
.
 - площади -й выборки
- площади -й выборки
Рисунок Б.1 - Примеры определения суммарной площади сечений выборок
Коэффициент прочности определяется по следующим формулам:
-
для продольного направления
 ;
; -
для поперечного направления
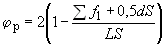 ;
; -
для косого направления
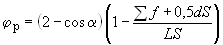 .
.
3.3.3. Если оставшаяся после удаления дефектного участка толщина стенки оказывается меньше  , то наряду с определением коэффициента прочности по формулам пп.3.3.1 и 3.3.2 настоящих Методических рекомендаций необходима проверка ослабления для одиночной выборки по формуле
, то наряду с определением коэффициента прочности по формулам пп.3.3.1 и 3.3.2 настоящих Методических рекомендаций необходима проверка ослабления для одиночной выборки по формуле
 ,
,
где  - коэффициент прочности барабана с кольцевой выборкой; определяется по номограмме рисунок Б.2 в зависимости от параметров
- коэффициент прочности барабана с кольцевой выборкой; определяется по номограмме рисунок Б.2 в зависимости от параметров
 и
и  ;
;
 - коэффициент, учитывающий влияние поперечного размера
- коэффициент, учитывающий влияние поперечного размера  ; определяется по номограмме рисунка Б.3 в зависимости от параметров
; определяется по номограмме рисунка Б.3 в зависимости от параметров  и
и  (при
(при  принимается
принимается  ),
),  .
.
Не допускается оставлять без заварки выборки глубиной более 35% номинальной толщины листа при длине  (по продольной оси барабана) более
(по продольной оси барабана) более  .
.
Рисунок Б.2 - Номограмма по определению коэффициента прочности барабана с кольцевой выборкой
Рисунок Б.3 - Номограмма по определению коэффициента, учитывающего протяженность кольцевой выборки
3.3.4. Если выборка располагается в сварном шве барабана или в зоне влияния сварки, то коэффициент прочности, определенный по пп.3.3.3 настоящих Методических рекомендаций, следует умножить на 0,93.
Зона термического влияния сварки в данном случае определяется расстоянием от линии сплавления в сторону основного металла, равным ширине сварного шва, но не менее  .
.
3.3.5. Если для удаления дефектного участка в барабане высверливается новое сквозное отверстие, заглушаемое лючком или приваренным глухим штуцером, то коэффициент прочности для мостика между новым отверстием и ближайшим к нему отверстием, имеющимся в барабане, должен быть определен по п.4.3.3.4 [2].
3.3.6. В случае заварки выборок или наплавки отверстий электродами, не удовлетворяющими условиям п.1.4 настоящих Методических рекомендаций, при определении коэффициента прочности согласно пп.3.3.1 и 3.3.2 настоящих Методических рекомендаций значения соответствующих площадей умножаются на  .
.
3.3.7. Для барабанов из стали 16ГНМ при использовании электродов типа Э42А (марок УОНИ-13/45, ЦУ-6 и подобных) значение поправочного коэффициента  принимается равным 0,75.
принимается равным 0,75.
3.3.8. Для каждой обечайки следует найти минимальное значение коэффициента прочности после ремонта , и по этому значению рассчитать допустимое рабочее давление для данной обечайки.
4. Расчет днищ
4.1. Допустимое рабочее давление в днищах барабана после ремонта определяется в зависимости от размеров и места расположения дефектного участка по отношению к отверстию лаза или цилиндрическому борту.
4.2. Если кромки выборки находятся от кромки отверстия лаза на расстоянии, равном или меньшем , то допустимое рабочее давление определяется по формулам пп.4.3.2.2, 4,3.2.3 [2] при значении толщины стенки, оставшейся после ремонта.
4.3. Если кромка выборки находится от кромки отверстия лаза на расстоянии, большем , то допустимое рабочее давление определяется по формулам пп.3.1, 3.3.3 настоящих Методических рекомендаций.
4.4. Допускаемое напряжение принимается согласно п.3.2 настоящих Методических рекомендаций.
4.5. В днищах допускается рассверловка новых отверстий с приваркой глухого штуцера по наружной или внутренней сторонам или с установкой затвора, если расстояние между кромками нового отверстия и лаза будет составлять не менее .
Поверочный расчет на прочность в этом случае согласовывается с экспертной организацией в установленном порядке.
5. Расчет штуцеров
5.1. Оставшаяся после ремонта толщина стенки штуцера на участке, расположенном за сварным швом, соединяющим штуцер с барабаном, не должна быть меньше толщины  , требующейся по расчету, выполненному в соответствии с [2] для установленного рабочего давления.
, требующейся по расчету, выполненному в соответствии с [2] для установленного рабочего давления.
5.2. Оставшаяся после ремонта толщина стенки штуцера на участке сварного шва должна быть не менее 5 мм для штуцеров диаметром не более 130 мм и 7 мм для штуцеров диаметром до 150 мм.
5.3. Допускаются скругление внутренней кромки штуцера или снятие фаски от наружной кромки штуцера к внутренней поверхности под углом не более 45°.
5.4. Штуцера, не удовлетворяющие приведенным выше требованиям, должны быть усилены (наплавкой, бандажами) или заменены новыми.
Приложение В
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО РАСЧЕТНОМУ ОБОСНОВАНИЮ ВЫБОРА ТЕМПЕРАТУРЫ ГИДРАВЛИЧЕСКОГО ИСПЫТАНИЯ БАРАБАНА ПОСЛЕ РЕМОНТА СВАРКОЙ
1. Основные условные обозначения:
|
|
- внутренний диаметр барабана, мм; |
|
|
- средний диаметр барабана, мм; |
|
|
- коэффициент интенсивности напряжений (КИН), |
|
|
- критический коэффициент интенсивности условно-упругих напряжений, |
|
|
- напряжение, МПа; |
|
|
- составляющая напряжений растяжения, МПа; |
|
|
- составляющая изгибных напряжений, МПа; |
|
|
- предел прочности при температуре |
|
|
- условный предел текучести материала при температуре |
|
|
- толщина стенки барабана, мм; |
|
|
- глубина дефекта (выборки), мм; |
|
|
- полудлина дефекта (по поверхности), мм; |
|
|
- диаметр отверстия в барабане, мм; |
|
|
- характерное расстояние от дефекта (выборки), мм; |
|
|
- расстояние от дефекта (выборки) до кромки ближайшего отверстия, мм; |
|
|
- расстояние от дефекта (выборки) до края ближайшего сварного шва, мм; |
|
|
- коэффициент, учитывающий влияние концентрации напряжений; |
|
|
- твердость металла по Бринелю; |
|
|
- температура гидравлических испытаний, °С; |
|
|
- критическая температура хрупкости металла, °С. |


 ;
;




2. Общие положения
2.1. Настоящие Методические рекомендации распространяются на барабаны котлов, изготовленные из стали отечественных марок, после проведения ремонтно-восстановительных операций с использованием сварки без последующей термообработки. Расчет барабанов, изготовленных из стали иностранных марок, должен выполняться экспертной организацией.
2.2. Основные положения настоящих Методических рекомендаций базируются на подходах к расчету сопротивления хрупкому и квазихрупкому разрушению энергетического оборудования в процессе эксплуатации ТЭС и АЭС.
2.3. Расчет проводится по критерию предельно допустимых значений коэффициента интенсивности условно-упругих напряжений для режима гидроиспытаний барабана.
2.4. Температура гидроиспытаний барабана  определяется путем сопоставления расчетного значения коэффициента интенсивности напряжений (КИН) с предельно допустимым его значением.
определяется путем сопоставления расчетного значения коэффициента интенсивности напряжений (КИН) с предельно допустимым его значением.
2.5. Основными характеристиками материала, используемыми в расчете, являются критический коэффициент интенсивности условно-упругих напряжений  , критическая температура хрупкости
, критическая температура хрупкости  , а также предел прочности
, а также предел прочности  и предел текучести
и предел текучести  металла. При отсутствии данных о фактических свойствах металла (, и ) допускается выполнять расчет с помощью корреляционных зависимостей между твердостью металла и пределом текучести. В этом случае расчет должен быть согласован с экспертной организацией
металла. При отсутствии данных о фактических свойствах металла (, и ) допускается выполнять расчет с помощью корреляционных зависимостей между твердостью металла и пределом текучести. В этом случае расчет должен быть согласован с экспертной организацией
.
2.6. Расчет проводится после выполнения обследования и ремонта барабана, включающих измерение геометрических параметров всех выборок (заплавленных и незаплавленных) и послеремонтный контроль качества.
2.7. Поверочный расчет по определению допустимой температуры гидроиспытаний барабана необходимо проводить при условии выполнения ремонтных наплавок в значительном объеме без последующей (послесварочной) термообработки в следующих случаях:
-
наплавка на отдельном мостике захватывает всю его протяженность;
-
максимальная глубина выборки под наплавку превышает 25% толщины стенки барабана (независимо от протяженности и места расположения этой наплавки);
-
суммарная протяженность ремонтных наплавок для трех или более смежных мостиков между отверстиями захватывает более половины общей протяженности таких мостиков, а максимальная глубина выборок под эти наплавки составляет более 10 мм;
-
ремонтная наплавка, располагающаяся в зоне основного сварного соединения или одиночного отверстия барабана, имеет протяженность более 300 мм при максимальной глубине соответствующей выборки более 15 мм;
-
группа наплавок в зоне основного сварного соединения или одиночного отверстия (диаметр
 50 мм) имеет протяженность более 20% длины полученного шва или более двух диаметров такого отверстия при максимальной глубине соответствующих выборок более 10 мм.
50 мм) имеет протяженность более 20% длины полученного шва или более двух диаметров такого отверстия при максимальной глубине соответствующих выборок более 10 мм.
Примечание - Две или более смежные наплавки (выборки) образуют группу, если расстояние между их ближайшими кромками составляет менее двукратного размера наибольшей наплавки (выборки) в рассматриваемом направлении или менее  .
.
3. Схематизация выборок и аппроксимация их поверхностными дефектами
3.1. Выборка аппроксимируется поверхностным дефектом полуэллиптической формы. Полуоси эллипса по поверхности обечайки  и в глубину
и в глубину  соответствуют длине (
соответствуют длине ( ) и глубине выборки (дефекта) - рисунок В.1.
) и глубине выборки (дефекта) - рисунок В.1.
Рисунок В.1 - Схематизация выборок:
 при
при  ,
,  ;
;
 при
при  ,
,  ;
;
 при
при  , ;
, ;
 при
при  ,
,
3.2. За расчетное направление принимается, как правило, направление, перпендикулярное оси действия максимальных растягивающих напряжений. В зависимости от конкретной системы отверстий и соответственно ориентации мостиков в качестве расчетного может выступать продольное или поперечное направление, а также направление под углом к продольной оси барабана.
3.3. Протяженная выборка () аппроксимируется правильным полуэллипсом, большая ось которого равняется максимальной протяженности выборки в расчетном направлении ( ), а малая ось равняется максимальной глубине выборки - см. рисунок В.1,.
), а малая ось равняется максимальной глубине выборки - см. рисунок В.1,.
Если выборка имеет значительную глубину при относительно небольшой длине (), то такая выборка аппроксимируется дефектом с соотношением полуосей и с центром полуэллипса напротив точки максимальной глубины выборки - см. рисунок В.1, .
.
Если при этом выборка имеет заведомо несимметричный профиль, аппроксимация производится аналогичным образом, и тогда центр схематичного дефекта оказывается смещенным относительно точки максимальной глубины фактической выборки - см. рисунок В.1, .
.
Аппроксимация выборки, выходящей на поверхность отверстия, выполняется полуэллипсом, касающимся кромки отверстия. При этом малая полуось эллипса соответствует максимальной глубине выборки, а большая ось  - максимальной протяженности выборки
- максимальной протяженности выборки  , если . Если , то большая ось полуэллипса принимается из условия - см. рисунок В.1,
, если . Если , то большая ось полуэллипса принимается из условия - см. рисунок В.1,  . Указанная схематизация допустима, если между максимальным размером выборки по поверхности отверстия
. Указанная схематизация допустима, если между максимальным размером выборки по поверхности отверстия  и максимальной общей ее глубиной выполняется соотношение
и максимальной общей ее глубиной выполняется соотношение  . В противном случае поверочный расчет по определению допустимой температуры гидроиспытаний должна выполнять экспертная
. В противном случае поверочный расчет по определению допустимой температуры гидроиспытаний должна выполнять экспертная
организация.
3.4. Скопление рядом расположенных выборок объединяется в одну группу и аппроксимируется общим полуэллипсом, если расстояние между кромками соседних выборок в расчетном направлении составляет менее двукратного размера наибольшей выборки в этом направлении или менее - рисунок В.2.
 или
или 




Рисунок В.2 - Схематизация скопления выборок полуэллиптическим дефектом
4. Расчет коэффициента интенсивности напряжений
4.1. Коэффициент интенсивности напряжений (КИН) определяют численно или аналитически. Допускается определять КИН по формуле
 ,
,
где  - коэффициент, учитывающий влияние концентрации напряжений;
- коэффициент, учитывающий влияние концентрации напряжений;
 - составляющая напряжений растяжения;
- составляющая напряжений растяжения;
 - составляющая изгибных напряжений;
- составляющая изгибных напряжений;
 ;
;  ; (
; ( - длина зоны, в пределах которой составляющая изгибных напряжений сохраняет положительное значение);
- длина зоны, в пределах которой составляющая изгибных напряжений сохраняет положительное значение);

Формулой допускается пользоваться при  и
и  .
.
4.2. Составляющую напряжений растяжения определяют по формуле:
 ,
,
где  - координата;
- координата;
 - толщина стенки в расчетном сечении;
- толщина стенки в расчетном сечении;
 - функция изменения напряжений по толщине стенки.
- функция изменения напряжений по толщине стенки.
Значение составляющей напряжений изгиба определяют по формуле
 ,
,
где  - значение функции изменения напряжений по толщине стенки в точке
- значение функции изменения напряжений по толщине стенки в точке  .
.
4.3. При расчете КИН для режима гидроиспытаний допускается распределение напряжений по толщине стенки аппроксимировать линейной функцией. Тогда параметр  .
.
4.4. При расчете зон, где отсутствует концентрация напряжений, принимают =1.
Для зон, содержащих концентратор напряжений, допускается применять следующую упрощенную схему выбора коэффициента .
4.4.1. Выборка располагается в зоне продольного сварного соединения, т.е. минимальное расстояние от кромки выборки до края сварного шва  - тогда =1,15.
- тогда =1,15.
4.4.2. Выборка расположена в пределах мостика между отверстиями в барабане или в зоне одиночного отверстия (т.е. на расстоянии от кромки отверстия не более  ):
):
- =1,25 - при
 ;
; - =1,5 - при
 ;
; - =2,0 - при
 ;
;где
 - расстояние от кромки выборки до кромки ближайшего отверстия;
- расстояние от кромки выборки до кромки ближайшего отверстия; - диаметр отверст
- диаметр отверстия.
4.5. Допускается определение напряжений для расчета КИН выполнять по упрощенным методикам при условии, что в их основу положены заведомо консервативные предположения.
5. Определение предельно допустимых значений коэффициентов интенсивности напряжений
5.1. Расчет проводится с использованием методов линейной и нелинейной механики разрушения.
В хрупкой области расчет базируется на температурной зависимости критического КИН (вязкости разрушения)  от приведенной температуры
от приведенной температуры  , где - критическая температура хрупкости металла.
, где - критическая температура хрупкости металла.
В квазихрупкой и вязкой областях расчет ведется с использованием критического коэффициента интенсивности условно-упругих напряжений  .
.
5.2. Определяют температурные границы областей расчета: хрупкой, квазихрупкой и вязкой - согласно методическим положениям действующих в атомной энергетике НД. Граница хрупкой области  определяется приведенной температурой *, которой соответствует значение
определяется приведенной температурой *, которой соответствует значение  , вычисленное из соотношения:
, вычисленное из соотношения:
 ,
,
где есть  - характерная (критическая) величина КИН в функции расчетной температуры
- характерная (критическая) величина КИН в функции расчетной температуры  и критической температуры хрупкости ;
и критической температуры хрупкости ;
 - функция вида дефекта и его относительной глубины
- функция вида дефекта и его относительной глубины 
 :
:
 ;
;
 - параметр относительной глубины дефекта и его формы:
- параметр относительной глубины дефекта и его формы:
 .
.
Устанавливают значения первой и второй критических температур хрупкости ( и
и  соответственно:
соответственно:  ).
).
5.3. В хрупкой области ( ) допускается использовать обобщенную температурную зависимость от согласно п.5.8.3.4 [6].
) допускается использовать обобщенную температурную зависимость от согласно п.5.8.3.4 [6].
5.4. В квазихрупкой области при температуре  значение критического КИН определяют по формуле
значение критического КИН определяют по формуле
 ,
,
где - значение , соответствующее температуре ;
 .
.
Параметр  определяют согласно п.5.2 настоящих Методических рекомендаций.
определяют согласно п.5.2 настоящих Методических рекомендаций.
5.5. В квазихрупкой области при температуре  значение критического КИН определяют по формуле:
значение критического КИН определяют по формуле:
 ,
,
где  ;
;
 ,
,
где  - характеристика металла. Допускается принимать для стали марок 20К, 22К и 16ГНМ - =0,4; для стали 16ГНМА - =0,5.
- характеристика металла. Допускается принимать для стали марок 20К, 22К и 16ГНМ - =0,4; для стали 16ГНМА - =0,5.
5.6. В вязкой области при температуре  значение критического КИН определяют по формуле
значение критического КИН определяют по формуле
 .
.
5.7. При  0,9 допускается принимать =1 и для всего температурного диапазона
0,9 допускается принимать =1 и для всего температурного диапазона  критический КИН определяют по формуле
критический КИН определяют по формуле
 .
.
5.8. При  и при температуре допускается определять по формуле
и при температуре допускается определять по формуле
 .
.
5.9. При отсутствии данных по фактическим свойствам металла барабана допускается принимать значения и по сертификатам качества металла, содержащимся в паспорте котла.
6. Характеристика предельного состояния
6.1. Сопротивление хрупкому и квазихрупкому разрушению можно считать обеспеченным, если выполняется условие:
 ,
,
6.2. Температурную зависимость  от приведенной температуры получают как нижнюю огибающую двух кривых, одна из которых получается путем деления ординат исходной кривой зависимости от на коэффициент запаса , а другая - путем смещения указанной исходной кривой вдоль оси температур на значение температурного запаса
от приведенной температуры получают как нижнюю огибающую двух кривых, одна из которых получается путем деления ординат исходной кривой зависимости от на коэффициент запаса , а другая - путем смещения указанной исходной кривой вдоль оси температур на значение температурного запаса  . Для рассматриваемых условий гидроиспытаний принимают: = 2; =+20 °
. Для рассматриваемых условий гидроиспытаний принимают: = 2; =+20 °
С.
6.3. Для конкретного значения критической температуры хрупкости металла температурную зависимость допустимого значения КИН  рекомендуется строить не от приведенной, а от абсолютной температуры .
рекомендуется строить не от приведенной, а от абсолютной температуры .
7. Определение допустимой температуры металла барабана при гидравлических испытаниях
7.1. Гидравлические испытания должны проводиться при условиях, чтобы температура барабана была больше или равна допустимой температуре  , определенной из расчета на сопротивление хрупкому или квазихрупкому разрушению.
, определенной из расчета на сопротивление хрупкому или квазихрупкому разрушению.
7.2. Температуру определяют с использованием условия  , где
, где  - КИН в рассматриваемых сечениях барабана при гидроиспытаниях.
- КИН в рассматриваемых сечениях барабана при гидроиспытаниях.
7.3. Если отремонтированный барабан подпадает под действие п.2.7 настоящих Методических рекомендаций, необходимо провести замеры геометрических параметров всех выборок и групп выборок, соответствующих показателям поврежденности согласно условиям п.2.7.
7.4. Далее выполняют схематизацию указанных выборок согласно разделу 3 настоящих Методических рекомендаций и устанавливают геометрические параметры аппроксимированных поверхностных дефектов.
7.5. Определяют напряженное состояние в расчетных сечениях барабана и устанавливают составляющую напряжений растяжения  и напряжений изгиба - (п.4.2 настоящих Методических рекомендаций) при гидроиспытаниях.
и напряжений изгиба - (п.4.2 настоящих Методических рекомендаций) при гидроиспытаниях.
7.6. Выполняют расчет значений КИН (т.е. ) для установленных геометрических параметров аппроксимированных дефектов с учетом конкретных зон их расположения в барабане согласно указаниям раздела 4 настоящих Методических рекомендаций.
7.7. Выполняют расчет температурных границ ( и ) для установленных геометрических параметров аппроксимированных дефектов и определяют температурную зависимость критического КИН, т.е. зависимость () от или () от для известного значения критической температуры хрупкости металла . Расчет и и определение значений (или ) для выбранного диапазона температур проводят согласно указаниям раздела 5 настоящих Методических рекомендаций. Рекомендуется значения критического КИН ( или ) определять в температурном диапазоне +10...+140 °С с шаг
и ) для установленных геометрических параметров аппроксимированных дефектов и определяют температурную зависимость критического КИН, т.е. зависимость () от или () от для известного значения критической температуры хрупкости металла . Расчет и и определение значений (или ) для выбранного диапазона температур проводят согласно указаниям раздела 5 настоящих Методических рекомендаций. Рекомендуется значения критического КИН ( или ) определять в температурном диапазоне +10...+140 °С с шаг
ом 10 °С.
7.8. Строят температурную зависимость допустимых КИН  от температуры (или от приведенной температуры ) для принятых коэффициентов запаса согласно указаниям пп.6.2, 6.3 настоящих Методических рекомендаций.
от температуры (или от приведенной температуры ) для принятых коэффициентов запаса согласно указаниям пп.6.2, 6.3 настоящих Методических рекомендаций.
7.9. С использованием полученной температурной зависимости от (или ) и для полученного КИН  определяют допустимую температуру металла барабана при гидроиспытаниях . Значение равняется температуре , соответствующей значению в зависимости от в точ
определяют допустимую температуру металла барабана при гидроиспытаниях . Значение равняется температуре , соответствующей значению в зависимости от в точ
ке  .
.
7.10. При отсутствии данных о фактических свойствах металла барабанов, изготовленных из стали марок 22К или 16ГНМ, или 16ГНМА допускается приближенно определять допустимую температуру гидроиспытаний с помощью номограмм на рисунках В.3, , В.4,.
, В.4,.
Ремонтные заварки в зоне сварного соединения (
=1,15)
или за пределами влияния концентраторов напряжений (
=1,0)
|
Условные обозначения |
Условные обозначения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

 =0,50
=0,50 =0,1
=0,1

 =0,1
=0,1








Рисунок В.3,а - Номограмма определения допустимой температуры гидравлических испытаний барабанов из стали 22К
Ремонтные заварки в зонах одиночных отверстий (диаметр
50 мм) барабана
|
Условные обозначения |
Условные обозначения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|



Рисунок В.3,б - Номограмма определения допустимой температуры гидравлических испытаний барабанов из стали 22К
Ремонтные заварки между отверстиями (в пределах мостиков) барабана
|
Условные обозначения |
Условные обозначения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рисунок В.3,в - Номограмма определения допустимой температуры гидравлических испытаний барабанов из стали 22К
Ремонтные заварки в зоне сварного соединения (
=1,15) или за пределами влияния концентраторов напряжений (
=1,0)
|
Условные обозначения |
Условные обозначения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рисунок В.4,а - Номограмма определения допустимой температуры гидравлических испытаний барабанов из сталей 16ГНМ и 16ГНМА
Ремонтные заварки в зонах одиночных отверстий (диаметр
50 мм) барабана
|
Условные обозначения |
Условные обозначения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рисунок В.4,б - Номограмма определения допустимой температуры гидравлических испытаний барабанов из сталей 16ГНМ и 16ГНМА
Ремонтные заварки между отверстиями (в пределах мостиков) барабана
|
Условные обозначения |
Условные обозначения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рисунок В.4,в - Номограмма определения допустимой температуры гидравлических испытаний барабанов из сталей 16ГНМ и 16ГНМА
При этом необходимо выполнить металлографический анализ микроструктуры металла наиболее поврежденной обечайки или днища на сколах. Скол отбирается из зоны выборки, а также из зоны ближайшего сварного соединения.
В данном случае расчет должен быть согласован с экспертной организацией в установленном порядке.
Примечания.
1 Если на какой-либо обечайке барабана отмечается сочетание одновременно двух или более показателей поврежденности согласно п.2.7 настоящих Методических рекомендаций, то требуется определение фактических механических свойств ( ,
,  , и
, и  ) при комнатной и рабочей температурах и критической температуры хрупкости металла () на вырезке "пробки" из данной обечайки. Критическую температуру хрупкости металла следует определять по методике, изложенной в п.5.5 приложения 2 к [6]. В случае, если указанное выше сочетание показателей поврежденности имеет место на нескольких обечайках барабана, то вырезку "пробки" (с последующим исследованием свойств металла) следует выполнять из обечайки с более высокими значениями твердости металла при условии отсутствия аномальных отклонений в структуре металла.
) при комнатной и рабочей температурах и критической температуры хрупкости металла () на вырезке "пробки" из данной обечайки. Критическую температуру хрупкости металла следует определять по методике, изложенной в п.5.5 приложения 2 к [6]. В случае, если указанное выше сочетание показателей поврежденности имеет место на нескольких обечайках барабана, то вырезку "пробки" (с последующим исследованием свойств металла) следует выполнять из обечайки с более высокими значениями твердости металла при условии отсутствия аномальных отклонений в структуре металла.
2 Пользоваться номограммами на рисунках В.3, , В.4, для определения допустимой температуры гидроиспытаний допускается в случае отсутствия аномальных отклонений в структуре металла; графитизация металла в зоне сварного соединения не должна превышать балла 2 шкалы графитизации действующего НД.
, В.4, для определения допустимой температуры гидроиспытаний допускается в случае отсутствия аномальных отклонений в структуре металла; графитизация металла в зоне сварного соединения не должна превышать балла 2 шкалы графитизации действующего НД.
Примеры расчета
П-1. Барабан котла типа ТП-230, изготовленный из стали 22К.
Выборка под ремонтную заварку располагается в зоне одиночного отверстия под водоопускную трубу.
Относительная глубина выборки составляет  =0,22.
=0,22.
Параметр формы выборки  0,4.
0,4.
Ближайшее расстояние от кромки выборки до края отверстия  (где - диаметр отверстия), следовательно, коэффициент концентрации =1,5.
(где - диаметр отверстия), следовательно, коэффициент концентрации =1,5.
Твердость металла обечайки барабана составляет (в среднем) НВ 170±5.
Воспользуемся номограммами на рисунке В.3,.
Откладываем на правом графике по оси абсцисс точку, соответствующую относительной глубине выборки (=0,22) - точка  .
.
Проводим из точки вертикальную линию до пересечения с кривой, соответствующей  =0,4 и =1,5 (кривая
=0,4 и =1,5 (кривая  ).
).
Проводим из этой точки (точка пересечения) горизонтальную линию до пересечения с кривыми левого графика, соответствующими НВ 170 и =0,2, =0,3 (кривые  и
и  соответственно).
соответственно).
Из точек пересечения с указанными кривыми опускаем проекцию на ось абсцисс левого графика - получаем точки  и
и  , отвечающие температуре гидроиспытаний при =0,2 и =0,3 соответственно.
, отвечающие температуре гидроиспытаний при =0,2 и =0,3 соответственно.
Методом линейной интерполяции определяем точку, соответствующую относительной глубине выборки =0,22, - точка  на оси абсцисс левого графика.
на оси абсцисс левого графика.
Для рассматриваемого примера температура гидроиспытаний должна составлять не менее 72 °С.
П-2. Барабан котла типа ТГМ-96, изготовленный из стали 16ГНМ.
Выборка под ремонтную заварку расположена в зоне продольного сварного соединения.
Относительная глубина выборки составляет: =0,27.
Параметр формы выборки: 0,3.
Коэффициент концентрации в зоне шва: =1,15.
Твердость металла обечайки барабана составляет (в среднем) НВ 170±5.
Воспользуемся номограммами на рисунке В.4,.
Откладываем на правом графике по оси абсцисс точку, соответствующую относительной глубине выборки (=0,27) - точка .
Проводим из точки вертикальную линию до пересечения с кривой, соответствующей =0,3 и =1,15 (кривая ).
Проводим из этой точки (точка пересечения) горизонтальную линию до пересечения с кривыми левого графика, соответствующими НВ 170 и =0,2, =0,3 (кривые и соответственно). Из точек пересечения с указанными кривыми опускаем проекцию на ось абсцисс левого графика - получаем точки и , отвечающие температуре гидроиспытаний при =0,2 и =0,3 соответственно.
Методом линейной интерполяции определяем точку, соответствующую относительной глубине выборки =0,27, - точка на оси абсцисс левого графика.
Для рассматриваемого примера температура гидроиспытаний должна составлять не менее 114 °С.
Примечание - Если параметр формы выборки имеет промежуточное значение между реперными значениями, соответствующими определенным кривым на правых графиках рисунков В.3, В.4 (см. таблицы под правыми графиками), искомая точка на правом графике, отвечающая заданным параметрам и , определяется методом линейной интерполяции по параметру . Аналогичным образом используется правило линейной интерполяции для промежуточных значений твердости металла барабана при определении характерных точек на левых графиках рисунков В.3, В.4.
Приложение Г
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО РАСЧЕТУ ЦИКЛИЧЕСКОЙ ДОЛГОВЕЧНОСТИ БАРАБАНОВ КОТЛОВ
Настоящие Методические рекомендации распространяются на барабаны котлов высокого давления, изготовленные из углеродистых сталей (20, 20Б, 15К, 18К, 20К и 22К) и низколегированных сталей (15М, 16М, 15ГСМФ, 16ГНМ и 16ГНМА). Расчет циклической долговечности барабанов, изготовленных из сталей иностранных марок, должен выполняться экспертной организацией.
1. Основные условные обозначения
|
|
- расчетная амплитуда напряжений, МПа; |
|
|
|
- главные условно-упругие напряжения в расчетной точке ( |
|
|
|
- эквивалентные напряжения ( |
|
|
|
- размах эквивалентных напряжений, МПа; |
|
|
|
- перепад температур, °С; |
|
|
|
- коэффициент линейного расширения, °С |
|
|
|
- модуль упругости при расчетной температуре |
|
|
|
- давление в барабане, МПа; |
|
|
|
- наружный диаметр барабана, мм; |
|
|
|
- внутренний диаметр барабана, мм; |
|
|
|
- толщина стенки барабана, мм; |
|
|
|
- коэффициент температуропроводности, м |
|
|
|
- предел прочности материала при расчетной температуре |
|
|
|
- относительное сужение материала при расчетной температуре |
|
|
|
- паропроизводительность котла, кг/ч; |
|
|
|
- параметр непрерывной продувки котловой воды; |
|
|
|
- водяной объем котла, м |
|
|
|
- удельный объем кипящей воды, м |
|
|
|
- частота циклирования нагрузки, ч |
|
|
|
- число циклов нагружения в |
|
|
|
- допускаемое число циклов нагружения для |
|
|
|
- коэффициент асимметрии цикла; |
|
|
|
- наработка барабана, ч; |
|
|
|
- накопленное усталостное повреждение металла. |
|

















2. Общие положения
2.1. Настоящие Методические рекомендации определяют алгоритм расчета циклической долговечности (циклического ресурса) металла барабана в условиях нестационарного нагружения.
2.2. Оценка циклического ресурса металла барабана производится по критерию предельного значения накопленного усталостного повреждения от действия всего спектра нестационарных режимов в процессе эксплуатации котла.
2.3. Возможность, условия и срок продления эксплуатации барабана определяются путем сопоставления расчетного значения накопленного усталостного повреждения металла с критериальным его значением.
2.4. Для двухбарабанных котлов расчет допускается проводить только для большого барабана, имеющегося более высокий уровень циклических нагрузок. Расчет выполняется для нижней части барабана, так как эта зона характеризуется наиболее высокими скоростями изменения температуры стенки.
2.5. При расчете циклического ресурса барабана допускается использовать иные методические подходы при условии согласования таких методик с экспертной организацией в установленном порядке.
3. Анализ режимов нагружения и расчет условно-упругих амплитуд напряжений
3.1. При расчете на циклическую прочность рассматриваются следующие режимы эксплуатации:
I. Режим пуска-останова котла.
II. Стационарный режим.
III. Гидравлические испытания, в том числе заполнение водой перед гидроиспытанием.
IV. Аварийные режимы - тепловые удары (нарушение условий нормальной эксплуатации).
V. Колебания температуры, вызываемые перемешиванием питательной и котловой воды.
Последний из указанных режимов в приведенной группе действует как в непосредственном виде при стационарной работе котла, так и в сочетании с первым из указанных режимов, т.е. накладываясь на режим пуска-останова. В последнем случае циклические термические напряжения от колебания температуры накладываются на напряжения основного цикла, вызываемые подъемом внутреннего давления и температуры с постоянной скоростью.
3.2. Под тепловым ударом понимается нестационарный режим, характеризуемый резким (скачкообразным) изменением температуры среды в барабане и соответствующим изменением температуры стенки барабана, например, в следующих нештатных ситуациях:
-
разрыв экранной трубы;
-
заполнение питательной водой неостывшего барабана;
-
заполнение холодного барабана водой через экономайзер и др.
3.3. При необходимости, связанной с наличием в процессе эксплуатации котла нетиповых циклических нагрузок в барабане, следует учесть эти нагрузки в сочетании с одновременно действующими другими нагружающими факторами, выделить их в отдельную (дополнительную по отношению к п.3.1 настоящих Методических рекомендаций) группу нестационарного режима и учесть в последующем расчете циклической прочности барабана.
3.4. Количество пусков-остановов и гидроиспытаний котла, а также число циклов других возможных нестационарных режимов, включая тепловые удары, устанавливается по производственной документации электростанции. При отсутствии нарушений режимов эксплуатации котла, т.е. ситуаций, приводящих к возникновению тепловых ударов в барабане, допускается такой режим циклического нагружения не учитывать в расчетах, если по результатам штатного контроля барабана на протяжении всего срока эксплуатации не обнаруживались трещины в зонах отверстий труб водяного объема. В противном случае количество тепловых ударов в барабане следует принимать равным 0,08-0,10 от числа пусков котла.
3.5. Количество колебаний температуры в процессе пусков, вызываемое перемешиванием котловой и питательной воды, следует принимать равным 30-40 за каждый пуск котла.
Количество колебаний температуры за счет перемешивания котловой и питательной воды, соответствующее периоду работы котла на стационарном режиме, определяется через частоту термоциклирования барабана  , которая связана с параметрами интенсивности смены воды в котле соотношением
, которая связана с параметрами интенсивности смены воды в котле соотношением
 . (1)
. (1)
Для основных типов энергетических барабанных котлов значение изменяется в интервале - 11,4-22,9 ч .
.
Примечание - При отсутствии достоверных исходных данных для расчета частоты термоциклирования барабана по формуле (1) допускается в расчетах не учитывать колебания температуры вследствие перемешивания питательной и котловой воды при стационарном режиме работы котла. В этом случае количество колебаний температуры в процессе каждого пуска следует принимать равным 50.
3.6. Расчет действующих напряжений от различных силовых и температурных факторов производится для наиболее нагруженной зоны барабана, которой является кромка отверстий в водяном объеме барабана. Для указанной зоны определяют три главных нормальных напряжения  ,
,  и
и  , представляющих собой алгебраическую сумму действующих в одном направлении напряжений от всех приложенных в данный момент нагрузок с учетом концентрации напряжений. Для барабана в первом приближении в качестве главных напряжений могут использоваться напряжения в окружном (окружные напряжения
, представляющих собой алгебраическую сумму действующих в одном направлении напряжений от всех приложенных в данный момент нагрузок с учетом концентрации напряжений. Для барабана в первом приближении в качестве главных напряжений могут использоваться напряжения в окружном (окружные напряжения  ), осевом (меридиональные напряжения
), осевом (меридиональные напряжения  ) и радиальном (радиальные напряжения
) и радиальном (радиальные напряжения  ) направлениях.
) направлениях.
3.7. Для цикла "пуск-останов" главные напряжения определяются суммарным действием трех факторов:
-
напряжений от внутреннего давления в барабане
; -
температурных напряжений от перепада температуры по толщине стенки
 ;
; -
напряжений от температурного перепада между верхней и нижней образующими
 и напряжений от температурного перепада по длине барабана (если имеются соответствующие данные по разнице температур)
и напряжений от температурного перепада по длине барабана (если имеются соответствующие данные по разнице температур)  .
.
3.8. Внутреннее давление в барабане, соответствующее моменту начала растопки котла, принимают равным 10% рабочего давления, т.е.  (
( - давление в начале растопки,
- давление в начале растопки,  - давление в конце растопки;
- давление в конце растопки;  ).
).
Напряжения на внутренней поверхности барабана в зоне отверстий от действия внутреннего давления определяют по формулам
 ;
;
 ; (2)
; (2)
 ,
,
где  и
и  - коэффициенты концентрации напряжений: =3,8; =1,0;
- коэффициенты концентрации напряжений: =3,8; =1,0;  .
.
При наличии выборок на контуре отверстий барабана значение коэффициента концентрации напряжений может увеличиваться до 8. При этом конкретное значение коэффициента концентрации напряжений определяется расчетом в зависимости от соотношения диаметра отверстия с выборкой и геометрических характеристик собственно выборки (или выборок).
3.9. Температурные напряжения на внутренней поверхности барабана, вызываемые стационарным изменением температуры при пуске-останове, для условий плавного изменения температуры протекающей среды (квазистационарный режим) определяются по формуле
 , (3)
, (3)
где  - скорость изменения температуры на внутренней поверхности барабана, °С/мин.
- скорость изменения температуры на внутренней поверхности барабана, °С/мин.
Концентрация температурных напряжений на кромке отверстия учитывается коэффициентом концентрации  =2.
=2.
Скорость прогрева (охлаждения) барабана принимается по данным службы эксплуатации КТЦ, но не менее 5 °С/мин.
Безразмерный коэффициент формы  определяется из соотношения
определяется из соотношения
 , (4)
, (4)
где , а коэффициент, характеризующий свойства материала, вычисляется по формуле
 , (5)
, (5)
где  - коэффициент Пуассона.
- коэффициент Пуассона.
Квазистационарное распределение температур определяется выполнением условия (линейное изменение температуры):
-
интервал времени
 линейного изменения температуры среды, предшествующий моменту, для которого определяются напряжения, должен удовлетворять соотношению
линейного изменения температуры среды, предшествующий моменту, для которого определяются напряжения, должен удовлетворять соотношению ; при этом:
; при этом:  ,
,
где - критерий Фурье, принимаемый в зависимости от значения критерия Био
- критерий Фурье, принимаемый в зависимости от значения критерия Био  .
.
3.10. Напряжения от температурного перепада между верхней и нижней образующими определяются выражениями
- по нижней образующей  ; (6)
; (6)
- по верхней образующей  , (7)
, (7)
где  - перепад температуры между верхней и нижней образующими обечайки.
- перепад температуры между верхней и нижней образующими обечайки.
3.11. Напряжения от температурного перепада по длине барабана определяются по формулам
-
при условии, что длина переходной зоны
 :
: ; (8)
; (8) -
при условии, что длина переходной зоны
 :
: ; (9)
; (9)
 ,
,
где - средний диаметр, мм; - температурный перепад по длине образующей.
- температурный перепад по длине образующей.
Допускается не учитывать напряжения от температурного перепада по длине барабана при подтверждении фактическими данными линейного закона изменения температуры по оси барабана, тогда все составляющие напряжений от этого фактора равны нулю ( ). При выполнении расчета по оценке напряжений от перепада температуры по длине барабана рекомендуется закон изменения температуры аппроксимировать квадратичной функцией.
). При выполнении расчета по оценке напряжений от перепада температуры по длине барабана рекомендуется закон изменения температуры аппроксимировать квадратичной функцией.
3.12. Напряжения, вызываемые колебаниями температуры вследствие перемешивания котловой и питательной воды, а также при тепловом ударе (должно выполняться условие - равномерный прогрев наружной и внутренней поверхности стенки барабана) вычисляются по формуле
 ; (10)
; (10)
где - разница температур до и после теплового удара;
=0,3 - коэффициент Пуассона;
 - критерий Био, принимаемый в зависимости от соотношения диаметров
- критерий Био, принимаемый в зависимости от соотношения диаметров
 ,
,
где  - коэффициент теплоотдачи;
- коэффициент теплоотдачи;
 - коэффициент теплопроводности.
- коэффициент теплопроводности.
Концентрация температурных напряжений на кромке отверстия учитывается коэффициентом концентрации =2.
3.13. Максимальный размах колебания температуры при смешивании воды в барабане допускается принимать равным =20 °С.
При отсутствии данных по разности температур для тепловых ударов (если таковые учитываются в расчете) максимальный перепад температуры принимают равным =100 °С.
3.14. Суммарные напряжения на внутренней поверхности барабана составляют:
-
в начале пуска
 ;
;  ;
;  ; (11)
; (11) -
в конце пуска
 ;
;  ;
;  . (12)
. (12)3.15. Эквивалентные напряжения вычисляются следующим образом:
-
в начале пуска
 ;
; ; (13)
; (13) ;
; -
в конце пуска
 ;
; ; (14)
; (14) .
.
3.16 Размах эквивалентных напряжений в барабане по основному циклу "пуск-останов" определяют соотношением
 ,
,  . (15)
. (15)
Амплитуду напряжений, соответствующую основному циклу "пуск-останов", определяют по формуле:
 , (16)
, (16)
где коэффициент концентрации
 , (17)
, (17)
 - предел текучести материала при расчетной температуре;
- предел текучести материала при расчетной температуре;
 - теоретический коэффициент концентрации напряжений.
- теоретический коэффициент концентрации напряжений.
3.17. При наличии наплавок расчетная амплитуда напряжений определяется с учетом коэффициента снижения циклической прочности наплавки
 , (18)
, (18)
где  - принимается для наплавок барабанов из стали 22К (20К...) - 0,8; из стали 16ГНМ (16ГНМА) - 0,7.
- принимается для наплавок барабанов из стали 22К (20К...) - 0,8; из стали 16ГНМ (16ГНМА) - 0,7.
3.18. Амплитуду напряжений для цикла колебаний температуры определяют из соотношения
 , (19)
, (19)
а для цикла термических ударов из соотношения
 , (20)
, (20)
где  =1,06 - для углеродистой стали и 1,04 - для низколегированной стали.
=1,06 - для углеродистой стали и 1,04 - для низколегированной стали.
4. Расчет допускаемого числа циклов
4.1. Допускаемое число циклов нагружения  для металла барабанов определяется из соотношения
для металла барабанов определяется из соотношения
 , (21)
, (21)
где и - константы, определяемые механическими свойствами материала;
 - коэффициент запаса;
- коэффициент запаса;
 и
и  - характеристики материала;
- характеристики материала;
 - коэффициент асимметрии цикла нагружения.
- коэффициент асимметрии цикла нагружения.
4.2. Коэффициент асимметрии цикла  определяется для каждой группы нестационарных режимов; если >1 или <-1, то в расчете принимается =-1.
определяется для каждой группы нестационарных режимов; если >1 или <-1, то в расчете принимается =-1.
4.3. Константы и в формуле (21) определяют из следующих соотношений
 ;
;  . (22)
. (22)
4.4. Характеристики материала барабана и составляют
 ;
;  . (23)
. (23)
4.5. Значения характеристик и определяются с учетом изменения свойств металла барабана в процессе длительной эксплуатации. В случае отсутствия данных о фактических механических свойствах металла барабана допускается принимать, при условии соблюдения требований п.9.8 настоящей Инструкции (в части допустимого уровня твердости металла), следующие значения характеристик:
|
|
|
|
|
|
|
|
|
4.6. Коэффициент запаса  принимается равным 2 независимо от марки стали барабана.
принимается равным 2 независимо от марки стали барабана.
Интенсивное влияние коррозионного фактора на усталостную прочность металла барабанов, связанное с нарушениями водного режима или консервацией котлов, допускается учитывать увеличением коэффициента запаса до 3 - для барабанов из сталей 20, 15К, 18К, 20К, 22К и 16ГНМА и до 4 - для барабанов из сталей 16ГНМ, 15М, 16М и 20Б.
4.7. Для определения допускаемого числа циклов по расчетным амплитудам напряжений можно использовать кривые малоцикловой усталости (рисунки 5.2 и 5.3), приведенные в п.5.15 [2]. В этом случае оценку допускаемого числа циклов производят с помощью соответствующей кривой малоцикловой усталости (рисунок 5.2 - для углеродистой стали и сталей 15М, 16М; рисунок 5.3 - для сталей 16ГНМ и 16ГНМА) непосредственно по расчетной амплитуде напряжений.
В случае интенсивного проявления коррозионного фактора (см. п.4.6 настоящих Методических рекомендаций) оценку допускаемого числа циклов по соответствующей кривой малоцикловой усталости производят через условные значения амплитуд напряжений:
-
1,5
 для стали 20, 15К, 18К, 20К, 22К и 16ГНМА;
для стали 20, 15К, 18К, 20К, 22К и 16ГНМА; -
2,0
для стали 16ГНМ, 15М, 16М и 20Б.
4.8. Наложение колебаний температуры на равномерную скорость ее подъема при пуске котла следует учитывать путем корректировки допускаемого числа циклов по режиму "пуск-останов" котла согласно следующему соотношению
 , (24)
, (24)
где  - допускаемое число циклов в режиме нагружения "пуск-останов";
- допускаемое число циклов в режиме нагружения "пуск-останов";
 - допускаемое число пусков в режиме "пуск-останов" с учетом наложения колебаний второй частоты;
- допускаемое число пусков в режиме "пуск-останов" с учетом наложения колебаний второй частоты;
 - коэффициент влияния двухчастотности нагружения (
- коэффициент влияния двухчастотности нагружения ( 1).
1).
Коэффициент определяется из следующего выражения
 , (25)
, (25)
где  - частота наложенных колебаний;
- частота наложенных колебаний;
 - частота основного цикла;
- частота основного цикла;
 - коэффициент, зависящий от свойств материала: =1,05...1,75.
- коэффициент, зависящий от свойств материала: =1,05...1,75.
5. Оценка накопленного усталостного повреждения металла
5.1. Условие циклической прочности при наличии группы нестационарных режимов (циклических нагрузок) определяется выражением
 , (26)
, (26)
где - накопленное усталостное повреждение, предельное значение которого  =1;
=1;
 - число циклов -го режима за время эксплуатации;
- число циклов -го режима за время эксплуатации;
 - допускаемое число циклов -го режима по уравнению (13) или по кривой малоцикловой усталости;
- допускаемое число циклов -го режима по уравнению (13) или по кривой малоцикловой усталости;  - общее число нестационарных режимов
- общее число нестационарных режимов
.
5.2. С учетом пп.2.4, 2.5 и 3.8 настоящих Методических рекомендаций условие циклической прочности может быть представлено в виде:
 или
или
 , (27)
, (27)
где  - число - пусков-остановов барабана;
- число - пусков-остановов барабана;
,  ,
,  и
и  - допускаемое число циклов для режимов нагружения: "пуск-останов", колебания температуры, термический удар и гидроиспытание соответственно.
- допускаемое число циклов для режимов нагружения: "пуск-останов", колебания температуры, термический удар и гидроиспытание соответственно.
Примечание - Если колебания температуры вследствие перемешивания котловой и питательной воды при стационарном режиме работы котла не учитываются в расчетах (см. примечание к п.3.5 настоящих Методических рекомендаций), второе слагаемое в формуле (27) исключается, а само условие циклической прочности приобретает вид
 . (28)
. (28)
5.3. Если полученное значение накопленного усталостного повреждения  1, условие циклической прочности металла барабана выполняется. В этом случае имеются основания для продления ресурса барабана при условии, что его эксплуатация будет вестись с соблюдением установленных действующей производственно-технической документацией штатных режимов при пусках, остановах и при стационарной работе котла. При этом, если 0,8 допускается продление ресурса барабана на 50 тыс.ч, а если 0,8
1, условие циклической прочности металла барабана выполняется. В этом случае имеются основания для продления ресурса барабана при условии, что его эксплуатация будет вестись с соблюдением установленных действующей производственно-технической документацией штатных режимов при пусках, остановах и при стационарной работе котла. При этом, если 0,8 допускается продление ресурса барабана на 50 тыс.ч, а если 0,8 1 допускается продление ресурса барабана не более чем на 30 тыс.ч.
1 допускается продление ресурса барабана не более чем на 30 тыс.ч.
5.4. При  1 ресурс барабана может быть продлен решением экспертной организации на срок не более 25 тыс.ч.
1 ресурс барабана может быть продлен решением экспертной организации на срок не более 25 тыс.ч.
Приложение Д
ОРГАНИЗАЦИОННО-ТЕХНОЛОГИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ ТЕРМООБРАБОТКИ (ОТПУСКА) БАРАБАНОВ КОТЛОВ ВЫСОКОГО ДАВЛЕНИЯ СТОРОННИМ ПАРОМ
1. Общая часть
1.1. Термообработка (ТО) проводится с целью снятия остаточных напряжений после проведения ремонтных работ с применением сварки, а также улучшения состояния структуры и свойств основного и наплавленного металла.
1.2. Нагрев барабана в процессе ТО осуществляется перегретым паром от постороннего источника (котла или парогенератора) согласно техническим решениям по патентам РФ N 2049148 и N 2077165.
1.3. Настоящие Рекомендации выполняются при разработке программы и технологического процесса ТО, а также при непосредственном проведении восстановительной ТО и исследовании свойств металла после ее проведения.
1.4. Разработка проекта ТО барабанов проводится экспертными организациями с учетом особенностей конструкции и состояния металла барабана, внутрибарабанных устройств и тепловой схемы ТЭС.
При этом техническая документация, включающая проект подводящих трубопроводов, внутрибарабанных коммуникаций и температурный контроль, также выполняется экспертной организацией.
2. Технологические режимы проведения ТО
2.1. Термообработка включает прогрев барабана перегретым паром до температуры ТО, выдержку при максимально возможной температуре, определяемой конструкцией котла и заданным режимом ТО, и последующее охлаждение.
Пример температурного графика ТО представлен на рисунке Д.1.
Рисунок Д.1 - Температурный график ТО
2.2. Прогрев барабана и трубной системы котла осуществляется паром от соседнего котла на скользящих параметрах одновременно с его растопкой. В зависимости от конкретных условий ТЭЦ возможен вариант нагрева барабана паром от котла, работающего на расчетных параметрах. При этом в начальной стадии прогрева (до 200-275 °С) используется насыщенный пар с последующим переходом на перегретый.
2.3. Окончанием прогрева металла барабана и выхода на режим ТО следует считать момент достижения максимально возможной температуры по всему периметру барабана (не менее 14-16 ч от начала прогрева).
2.4. Режимы ТО барабанов характеризуются следующими основными показателями.
2.4.1. Из стали 16ГНМ и 16ГНМА:
-
температура выдержки 520-575 °С;
-
давление пара в барабане 20-70 кгс/см
; -
температура нагрева 520-565 °С.
2.4.2. Из стали 22К:
-
давление в барабане 20-60 кгс/см
; -
во время выдержки проводится 3-5 циклов с дросселированием давления в пределах 0,2-0,7 номинального рабочего.
2.5. Для барабанов из других марок стали режим ТО согласовывается экспертной организацией в установленном порядке.
2.6. Время выдержки при ТО барабана котла в зависимости от конкретного уровня температуры, достигнутого в процессе ТО, определяется по рисунку Д.2.
Рисунок Д.2 - Зависимость времени ТО от температуры барабана
В зависимости от конкретных условий (качество металла, равномерность нагрева и т.д.) время выдержки может быть откорректировано.
2.7. Для повышения температуры перегретого пара при неполной нагрузке котла источника пара могут быть использованы режимы работы с повышенным избытком воздуха или пониженной температурой питательной воды. Для увеличения расхода пара могут быть подключены продувки пароперегревателей на обоих котлах.
2.8. Защиты на котле, подвергаемом ТО, отключаются, а на котле-источнике пара корректируются уставки защит с учетом работы на повышенном перегреве и пониженном давлении.
2.9. Для осуществления температурного контроля термообрабатываемого барабана на барабане котла устанавливаются дополнительные термопары, размещенные равномерно по периметру барабана (36 шт., но не менее 12 шт.), с подключением их на регистрирующие приборы согласно разработанному проекту.
2.10. По завершении монтажа схем подвода пара, внутрибарабанных устройств раздачи пара, схемы дополнительного контроля температуры и выполнения в необходимом объеме тепловой изоляции барабана и трубопроводов подвода пара выполненные работы принимаются представителями экспертной организации, ответственной за проведение ТО.
3. Организационные вопросы
3.1. Общее техническое руководство проведением работ по ТО осуществляется главным инженером станции.
3.2. Техническое руководство процессом проведения ТО выполняется представителями экспертной организации, ответственной за проведение ТО.
3.3. Технологические операции и требуемые режимы работы оборудования осуществляются оперативным персоналом станции и дополнительным персоналом вахты и ремонтников, выделенных для проведения ТО.
3.4. На период проведения ТО барабана выделяется дополнительный персонал, который работает в каждой вахте в течение всего периода ТО (2-3 сут):
-
отдельный машинист по обеспечению необходимых режимов на котлах;
-
машинист-обходчик на котлы;
-
бригада ремонтников (2-3 чел.) для оперативного устранения дефектов.
3.5. Надежная работа приборов штатного и дополнительного контроля котлов обеспечивается дежурным прибористом вахты.
3.6. Ответственным за проведение ТО от станции назначается начальник котельного цеха.
3.7. Взаимодействие персонала.
3.7.1. По всем вопросам технологической части ТО барабана (начало, изменение режима, возможные аварийные ситуации, окончание) руководитель ТО взаимодействует с начальником смены котельного цеха.
3.7.2. Возможные отклонения от рабочей программы согласовываются с руководством котельного цеха.
3.7.3. Операции с арматурой на котле, барабан которого подвергается ТО, производятся дополнительным персоналом, выделенным для ТО.
4. Основные этапы и операции при ТО
4.1. Проверяется готовность котла к проведению ТО (состояние арматуры и доступ к ней, приборов контроля, реперов барабана и панелей экранов котла, тепловой изоляции, выполнение всех необходимых отключений барабана котла, пожарную безопасность, чистоту проходов и наличие ограждения опасных зон).
4.2. Прекращаются все ремонтные работы на котле, котел ограждается со стороны соседних котлов, и вывешиваются плакаты "Опасная зона". С котла удаляется весь персонал, не задействованный в процессе ТО.
4.3. Котел полностью дренируется через все нижние точки, дренажи экономайзера, 1-ю и 2-ю ступени пароперегревателя и узла впрысков.
4.4. Закрываются направляющие аппараты дымососов и вентиляторов.
4.5. Котел-источник пара готовится к растопке в соответствии с инструкцией по эксплуатации.
4.6. Собирается растопочная схема от котла-источника пара со сбросом пара через котел с термообработанным барабаном на растопочную РОУ. Для этого открываются на обоих котлах необходимые задвижки и дренажи.
4.7. Приступают к растопке котла-источника пара в соответствии с действующими инструкциями.
При установлении стартового расхода топлива учитывают, что линий для сброса пара открыто больше, чем при обычной растопке.
4.8. Перед началом подачи пара в барабан продувается подводящий трубопровод (перемычка) насыщенным паром через дренаж.
4.9. По мере роста температуры стенок барабана, подвергаемого ТО, начинают подъем давления в нем в соответствии с заданным графиком, регулируя расход топлива и сброс пара.
4.10. В ходе прогрева трубной системы котла обеспечивается отвод влаги в распределитель периодической продувки, при использовании для регулировки вентилей кольца нижних точек и экономайзера.
4.11. Обеспечивается скорость прогрева барабана, подвергаемого ТО, в соответствии с заданным графиком (см. рисунок Д.1).
4.12. Обеспечивается равномерность прогрева барабана по длине и периметру, при использовании для регулировки вентилей дренажей панелей нижних точек и общих вентилей кольца нижних точек.
4.13. В процессе растопки котла-источника пара проводится продувка нижних точек согласно действующей инструкции. В процессе выдержки при ТО продувка проводится каждые 6-8 ч.
4.14. После выхода на заданный режим ТО обеспечивается соответствие рабочих режимов котлов заданным показателям.
4.15. В процессе ТО при необходимости корректируются расход и температура пара, давление, схема потоков и режимы котлов.
4.16. По завершении ТО приступают к охлаждению барабана согласно заданному графику.
Снижение температуры стенок барабана котла производят с помощью постепенного добавления насыщенного пара, а также регулировкой режима на котле-источнике пара.
4.17. После снижения температуры барабана до 250-300 °С последовательно закрываются все линии сброса пара на котле, одновременно прикрывается подвод пара от котла-источника пара и переводится расход пара на РОУ котла-источника (с сохранением давления в котле с термообрабатываемым барабаном ориентировочно на уровне, который был при ТО).
4.18. После отключения котла с термообработанным барабаном и в процессе остывания барабана (3-5 сут) обращают внимание на недопустимость пропуска воды или пара по какой-либо линии в барабане. Отключаются все линии воды, пара и дренажи должны быть плотно.*
______________________
* Текст соответствует оригиналу.
4.19. Котел-источник пара по режиму работы станции может быть остановлен или включен в магистральный трубопровод после подъема давления и снижения температуры перегрева до необходимого для включения уровня.
Примечание - В разделе 4 настоящих Рекомендаций рассмотрены основные операции при ТО с использованием режима с растопкой котла-источника пара на скользящих параметрах (п.2.2 настоящих Рекомендаций).
При использовании пара от котла, работающего на расчетных параметрах, составляется специальная программа.
5. Контроль качества проведения ТО
5.1. До проведения ТО барабана выполняется контроль его металла в соответствии с требованиями действующих НД, а также устраняются и ремонтируются все обнаруженные дефекты.
5.2. До и после ТО на барабане выполняются последующие работы.
5.2.1. Проводится контроль твердости металла обечаек на всех мостиках между отверстиями водоспускных труб и на днищах в 4-5 точках, равномерно расположенных по периметру.
5.2.2. Проводится УЗК в следующем объеме: 5-10 гибов перепускных труб из верхних коллекторов экранов в барабан и 5-10 гибов пароперепускных труб из барабана в ближайшую ступень пароперегревателя. Контролируемые гибы выбираются равномерно по ширине перепуска.
5.3. После проведения ТО из обечайки с наихудшим сочетанием свойств в водяном объеме вырезается "пробка", и проводится исследование всего комплекса свойств металла барабана. Объем исследований и основные методические требования по проведению вырезки и восстановлению герметичности барабана после вырезки "пробки" приведены в действующих НД.
5.4. При исследовании металла вырезки из барабана определяются:
-
химический состав металла;
-
прочностные и пластические характеристики металла при комнатной и эксплуатационной температурах по испытаниям на растяжение;
-
ударная вязкость металла;
-
твердость металла по всей толщине стенки на стационарных твердомерах;
-
критическая температура хрупковязкого перехода (
) по испытаниям образцов на ударный изгиб при различных температурах.
5.5. По результатам анализа технической документации, данных о результатах неразрушающего контроля, ремонтных операциях, результатах исследования металла барабана и оценки остаточного циклического ресурса экспертной организацией составляется заключение о сроках и параметрах дальнейшей эксплуатации барабана.
6. Техника безопасности
6.1. Весь вахтенный персонал до начала проведения ТО информируется о работе, проводимой на котле с термообрабатываемым барабаном, и режиме работы на котле-источнике пара.
6.2. Начальники смены станции, котельного отделения, а также машинисты котлов ознакомляются с рабочей программой проведения ТО.
6.3. Все лица, участвующие в работах ТО, проходят инструктаж по технике безопасности.
6.4. На котле-источнике пара и котле, на котором проводится ТО, прекращаются любые работы, не связанные с ТО.
6.5. На котлах проверяется рабочее освещение.
6.6. Площадки котлов освобождаются от посторонних предметов.
6.7. На восьмой и нулевой отметках котла-источника пара ограждается опасная зона, и вывешиваются плакаты.
6.8. Ограждаются барбатер и его дренажный колодец.
6.9. Запрещается хождение по площадкам термообрабатываемого котла лицам, не имеющим отношение к проводимой работе.
6.10. До проведения ТО проверяется работа радиопоисковой связи и слышимости во всех "рабочих точках" котла.
6.11. При обходе котла следует находиться в застегнутой и заправленной рабочей одежде, в каске и с рукавицами.
6.12. Обходы и осмотры котлов проводятся только с разрешения оперативного персонала и руководителя работ по ТО.
6.13. Проверяется и при необходимости выполняется маркировка арматуры в соответствии со схемой подвода перегретого и насыщенного пара от котла-источника пара.
6.14. В районе котла, на котором проводится ТО, проводится проверка комплектности штатных средств пожаротушения.
Список использованной литературы
1. Типовая инструкция по контролю металла и продлению срока службы основных элементов котлов, турбин и трубопроводов тепловых электростанций. Сер.10. Вып.30 (РД 10-577-03). - М.: ГУП "НТЦ" Промышленная безопасность", 2003.
2. Нормы расчета на прочность стационарных котлов и трубопроводов пара и горячей воды (РД 10-249-98). - М.: АООТ "НПО ЦКТИ", 1999.
3. Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования (РД 153-34.1-003-01) (PTM-1c). - M.: ПИО ОБТ, 2001.
6. Нормы расчета на прочность оборудования и трубопроводов атомных энергетических установок - ПНАЭ Г-7-002-86: / Утв. Госком СССР по использованию атомной энергии и Госком СССР по надзору за безопасным ведением работ в атомной энергетике 01.07.87 г.
Текст документа сверен по:
/ Минэнерго РФ. -
М.: ЦПТИ ОРГРЭС, 2004